 ЖИ көмекші
ЖИ көмекші






Презентация Пісіру жіктерінің түрлері

 Жүктеу
Жүктеу
#1 слайд
Тақырыбы: «Пісіру жіктерінің
түрлері»
Орындаған: Қабыл А.Ғ.Қаракемер кәсіп тік колледжі
1 слайд
Тақырыбы: «Пісіру жіктерінің түрлері» Орындаған: Қабыл А.Ғ.Қаракемер кәсіп тік колледжі

#2 слайд
Мақсаты:
1 Білімділігі: Студенттерге оқу шеберханасындағы жұмыс режимдері
мен ішкі тәртіп ережелерін білім алушыларға таныстыру.
2 Дамытушылық: Студенттерге құрал-саймандарды күтіп ұстау,
материалдар мен шикізаттарды үнемі пайдалану, еңбек қауіпсіздік
ережелерін қатаң сақтай отыра, мамандыққа деген қызығушылығын
арттыру және шығармашылық қабілеттерін дамыту.
3 Тәрбиелік: Студенттерді жауапкершілікпен ұқыпты, тиімді жұмыс
жасауға тәрбиелеу. Қазіргі заман талабына сай маман аталуға
ұмтылдыру
2 слайд
Мақсаты: 1 Білімділігі: Студенттерге оқу шеберханасындағы жұмыс режимдері мен ішкі тәртіп ережелерін білім алушыларға таныстыру. 2 Дамытушылық: Студенттерге құрал-саймандарды күтіп ұстау, материалдар мен шикізаттарды үнемі пайдалану, еңбек қауіпсіздік ережелерін қатаң сақтай отыра, мамандыққа деген қызығушылығын арттыру және шығармашылық қабілеттерін дамыту. 3 Тәрбиелік: Студенттерді жауапкершілікпен ұқыпты, тиімді жұмыс жасауға тәрбиелеу. Қазіргі заман талабына сай маман аталуға ұмтылдыру

#3 слайд
Өткен сабаққа шолу
1 Қандай пісіру түрлерін білесіңдер?
2 Электродтар нешеге бөлінеді қасиетіне байланысты?
3 Беттері өте дәлдікпен тегістелген екі бөлшек бір-біріне
қатты қысылады, содан соң ваккумде қыздырылатын пісіру
әдісі қалай аталады?
4 Токтың түріне байланысты нешеге бөлінеді, олар қандай?
5 Электрод санына, электрод және пісірілетін бұйымның
электр желісіне қосылу тәсіліне қарай нешеге бөлінеді және
оларды атап өтсеңіз?
3 слайд
Өткен сабаққа шолу 1 Қандай пісіру түрлерін білесіңдер? 2 Электродтар нешеге бөлінеді қасиетіне байланысты? 3 Беттері өте дәлдікпен тегістелген екі бөлшек бір-біріне қатты қысылады, содан соң ваккумде қыздырылатын пісіру әдісі қалай аталады? 4 Токтың түріне байланысты нешеге бөлінеді, олар қандай? 5 Электрод санына, электрод және пісірілетін бұйымның электр желісіне қосылу тәсіліне қарай нешеге бөлінеді және оларды атап өтсеңіз?

#4 слайд
Пісіру бірікпесі
Пісіру бірікпесі – бұйым ернектерін балқыту және қысым
түсірілу арқылы оның атомдары арасында химиялық байла-
ныс орнатыла отырып алынған ажырамайтын біріктіру
болып табылады.
Пісіру бірікпесін алу үшін біріктірілетін жерге көп мөл-
шерде жылу шоғырландырылатын болғандықтан, күрделі
физикалық және химиялық процестер жүреді.
4 слайд
Пісіру бірікпесі Пісіру бірікпесі – бұйым ернектерін балқыту және қысым түсірілу арқылы оның атомдары арасында химиялық байла- ныс орнатыла отырып алынған ажырамайтын біріктіру болып табылады. Пісіру бірікпесін алу үшін біріктірілетін жерге көп мөл- шерде жылу шоғырландырылатын болғандықтан, күрделі физикалық және химиялық процестер жүреді.
Түйістіріп біріктіру Бұрыштық біріктіруБеттестіру біріктіру Таврлық біріктіру")
#5 слайд
Пісіру
бірікпелері
(жіктері)Түйістіріп біріктіру
Бұрыштық
біріктіруБеттестіру
біріктіру
Таврлық біріктіру
5 слайд
Пісіру бірікпелері (жіктері)Түйістіріп біріктіру Бұрыштық біріктіруБеттестіру біріктіру Таврлық біріктіру
#6 слайд
6 слайд

#7 слайд
Түйістіріп біріктіру
Түйістіру бірікпесі – бұйым элементтерді бір жазықтықта
жатқызылып пісірілген немесе бөлшектің бір элементі екін-
шісінің жалғасы болып кете беретін бірікпе.
Түйістіру бірікпелері – ең көп тараған, оңай және көп
орындалатын бірікпелер.
Бұл біріктіру әдісімен қалыңдығы 175 мм-ге дейінгі
металдарды қол доғасымен пісіріп бұйым алуға болады.
7 слайд
Түйістіріп біріктіру Түйістіру бірікпесі – бұйым элементтерді бір жазықтықта жатқызылып пісірілген немесе бөлшектің бір элементі екін- шісінің жалғасы болып кете беретін бірікпе. Түйістіру бірікпелері – ең көп тараған, оңай және көп орындалатын бірікпелер. Бұл біріктіру әдісімен қалыңдығы 175 мм-ге дейінгі металдарды қол доғасымен пісіріп бұйым алуға болады.

#8 слайд
Беттестіру бірікпесі
Беттестіру бірікпесі – бұйым элементтерін бір-біріне
параллель мінгестіріп немесе қабаттастырып пісіру.
Беттестіру бірікпесін бұйым ернегінің қалыңдығына
байланысты стандарт бойынша Н1...Н9 шартты белгісімен
көрсетеді. (Н-нахлосточное).
Көбінесе қалыңдығы 2...60 мм-ге дейінгі металдарды қол
доғасымен пісіріп беттестіру бірікпелерін алады.
8 слайд
Беттестіру бірікпесі Беттестіру бірікпесі – бұйым элементтерін бір-біріне параллель мінгестіріп немесе қабаттастырып пісіру. Беттестіру бірікпесін бұйым ернегінің қалыңдығына байланысты стандарт бойынша Н1...Н9 шартты белгісімен көрсетеді. (Н-нахлосточное). Көбінесе қалыңдығы 2...60 мм-ге дейінгі металдарды қол доғасымен пісіріп беттестіру бірікпелерін алады.

#9 слайд
Таврлы бірікпесі
Таврлы бірікпесі – бұйымның бір элементінің қыры, екін-
ші элементінің бетіне тік бұрышпен пісіріліп біріктірілуі.
Бұл бірікпені қол доғасымен алу үшін металл қалыңдығы
2...120 мм-ге дейін болу керек. Металдың қалыңдығына және
бұйымның қандай жерде қолданылатындығына байланысты
ернектер бір не екі жағынан қиылады. Ернеектер арасындағы
саңылауды 2...3 мм етіп пісіргенде берік тігіс алуға болатын-
дығын есте ұстаған дұрыс. Тавр бірікпесін сәйкес Т1...Т9
шартты белгісімен көрсетеді.
9 слайд
Таврлы бірікпесі Таврлы бірікпесі – бұйымның бір элементінің қыры, екін- ші элементінің бетіне тік бұрышпен пісіріліп біріктірілуі. Бұл бірікпені қол доғасымен алу үшін металл қалыңдығы 2...120 мм-ге дейін болу керек. Металдың қалыңдығына және бұйымның қандай жерде қолданылатындығына байланысты ернектер бір не екі жағынан қиылады. Ернеектер арасындағы саңылауды 2...3 мм етіп пісіргенде берік тігіс алуға болатын- дығын есте ұстаған дұрыс. Тавр бірікпесін сәйкес Т1...Т9 шартты белгісімен көрсетеді.

#10 слайд
Бұрыштық бірікпесі
Бұрыштық бірікпесі – бұйым элементтерінің қырлары
бір-біріне 90градуспен немесе белгілі бір бұрышпен пісіріліп
біріктірілуі. Бұл бірікпелерді ернек қалыңдығына байланыс-
ты стандарт бойынша У1...У10 шартты белгілерімен көрсе-
теді (У-угловое).
Бұл бірікпемен қорапша бұйымдар, әр түрлі ыдыстар
және резервуарлар дайындайды.
Бұл ббірікпелерді қол доғасымен орындау үшін металл
қалыңдығы 1...100 мм-ге дейін болуы керек.
10 слайд
Бұрыштық бірікпесі Бұрыштық бірікпесі – бұйым элементтерінің қырлары бір-біріне 90градуспен немесе белгілі бір бұрышпен пісіріліп біріктірілуі. Бұл бірікпелерді ернек қалыңдығына байланыс- ты стандарт бойынша У1...У10 шартты белгілерімен көрсе- теді (У-угловое). Бұл бірікпемен қорапша бұйымдар, әр түрлі ыдыстар және резервуарлар дайындайды. Бұл ббірікпелерді қол доғасымен орындау үшін металл қалыңдығы 1...100 мм-ге дейін болуы керек.

#11 слайд
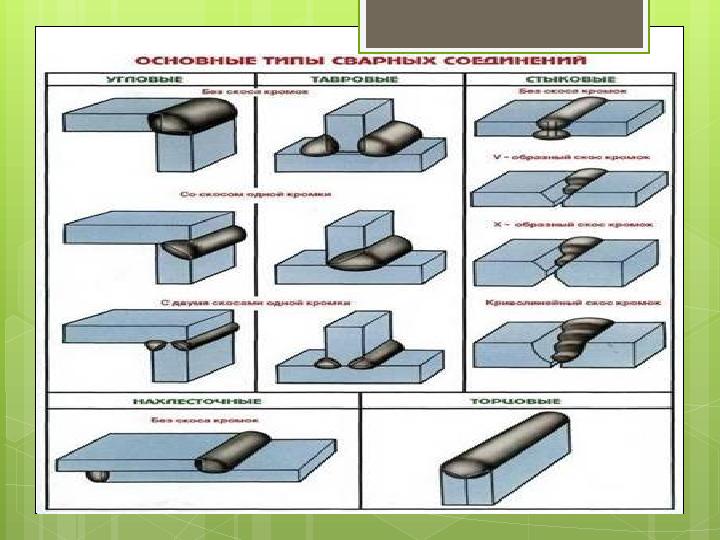
А – түйістіріп біріктіру; В- бұрыштық біріктіру
С – таврлы біріктіру; D – беттестіріп біріктіру
11 слайд
А – түйістіріп біріктіру; В- бұрыштық біріктіру С – таврлы біріктіру; D – беттестіріп біріктіру

#12 слайд
Пісіру бірікпесін орындау барысында электродтардың орналасуы
12 слайд
Пісіру бірікпесін орындау барысында электродтардың орналасуы

#13 слайд
НАЗАР АУДАРҒАНДАРЫҢЫЗҒА
РАХМЕТ
13 слайд
НАЗАР АУДАРҒАНДАРЫҢЫЗҒА РАХМЕТ


 Жүктеу
Жүктеушағым қалдыра аласыз



 Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген
Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген










