ЖИ көмекші
ЖИ көмекші




жүктеу мүмкіндігіне ие боласыз
Бұл материал сайт қолданушысы жариялаған. Материалдың ішінде жазылған барлық ақпаратқа жауапкершілікті жариялаған қолданушы жауап береді. Ұстаз тілегі тек ақпаратты таратуға қолдау көрсетеді. Егер материал сіздің авторлық құқығыңызды бұзған болса немесе басқа да себептермен сайттан өшіру керек деп ойласаңыз осында жазыңыз
 10 Желтоқсан 2021
10 Желтоқсан 2021 899
899
Газбен дәнекерлеу аппаратурасы
Қазақстан Республикасының Білім және ғылым министрлігі
«Түркістан облысының адами әлеуетті дамыту басқармасы» ММ
«Түлкібас агробизнес және саяхат колледжі» МКҚК
Мамандық: 1114000 –«Дәнекерлеу ісі»
111404 2 - «Электрогазымен дәнекерлеуші»
Арнайы технология
пәні бойынша
Шығармашылық жұмысы
Тақырыбы: «Газбен дәнекерлеу аппаратурасы»

Педогогы : Т. Л. Бейсебаев
Т. Рысқұлова 2021ж
Тақырыбы: «Газбен дәнекерлеу аппаратурасы»
Пісірушінің арнаулы киімдері
АСП – 1,25 ацетилен генераторы. – газбен пісіретін аппаратура жиынағы.
– ГЗУ – 3-02 ацетилен айырбастайтын газдар оттығы.
– Р2А-01 мен РЭП-01 кескіштері. – оттегі баллоны.
– редукторлар.
– манометрлер.
Пісірушінің арнаулы киімдері – куртка, шалбар, қолғап (тығыз және тез жанбайтын маталардан тігіледі).
– ботинка.
– қалқанша Рн типті қол қалқаншасы, Нн типті басқа кигізілетін қалқанша. (костюм және халат) брезенттен немесе арнаулы матадан тігіледі.
Шалбар аяқ киімнен сәл төмен түсіп тұруы қажет. Пісіруші жабық ыдыстарда (резервуарларда) жұмыс жасаған да астына резинкадан жасалған төсеніш, галош, тізеге, шынтаққа киетін арнаулы киімдер киюі керек. Пісірушінің жұмыс орны орындалатын жұмыспен пісірілетін құрылымдардың көлеміне байланысты арнаулы пісіру кабинасында немесе тікелей бөлшектерде орналасуы мүмкін. Шағын бұйымдарды пісіру,пісіру барысында жұмыс орны көлемі 2000х2000 мм немесе 2000х3000 мм пісіру кабиналарымен жабдықталады.
http://aksu-college.rka.kz/images/sampledata/03.pdf

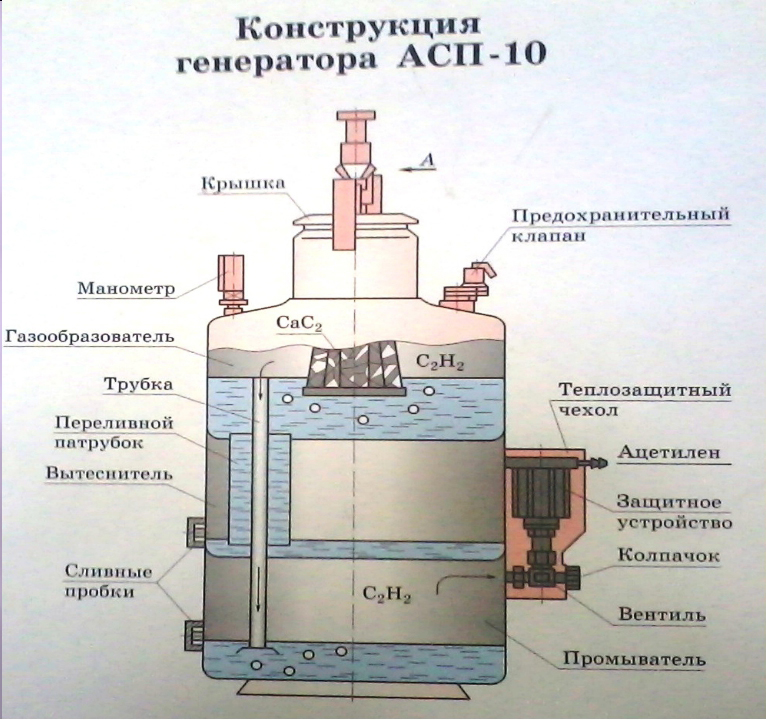
Ацетилен генераторы
Ацетилен генераторы деп кальций карбидінен су көмегімен ацетиленді алуға арналған қондырғыны айтады.
МЕСТ 5190-78 стандарты бойынша ацетилен генераторлары келесі белгілерімен жіктеледі:
- алынатын ацетиленнің қысымымен;
- өнімділігімен;
- пайдалану әдісімен;
- кальций карбидінің сумен әсерлесу әдісімен.
Алынатын ацетиленнің қысымына байланысты генераторлар төменгі (0,02 МПа-ға дейін) және орташа (0,02-ден 0,15 МПа-ға дейін) қысымды генераторлар деп бөлінеді.
Өнімділігімен ацетилен генераторлары он түрге бөлінеді: 1,25; 3; 5; 10; 20; 40; 80; 160; 320; 640 м3/сағ.
Пайдалану әдісіне байланысты генераторларды тұрақты және жылжымалы деп бөлінеді. Біріншісінің өнімділігі 3-тен 6540 м3/сағ. дейін, жылжымалары - 3 м3/сағ. болады. Кальций карбидінің сумен әсерлесу әдісі бойынша генераторларды сұлбасымен бөледі:
- «карбид суға» (белгіленуі КБ);
- «су карбидке» (ВК);
- «суды ығыстыру» (ВВ);
- құрама (ВК+ВВ).
Барлық ацетилен генераторлары олардың жүйесіне қарамай негізгі бөлшектерден тұрады: газ қалыптастырушы, газ жинаушы, қорғаушы затвор, ацетиленді пайдалану шамасына байланысты өндіретін ацетиленді автоматты реттеу жүйесі.
https://ust.kz/word/metall_kesy-136104.html
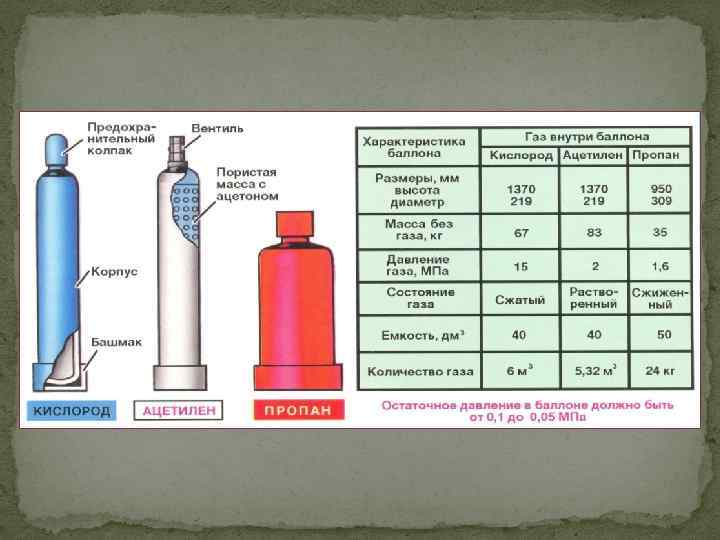
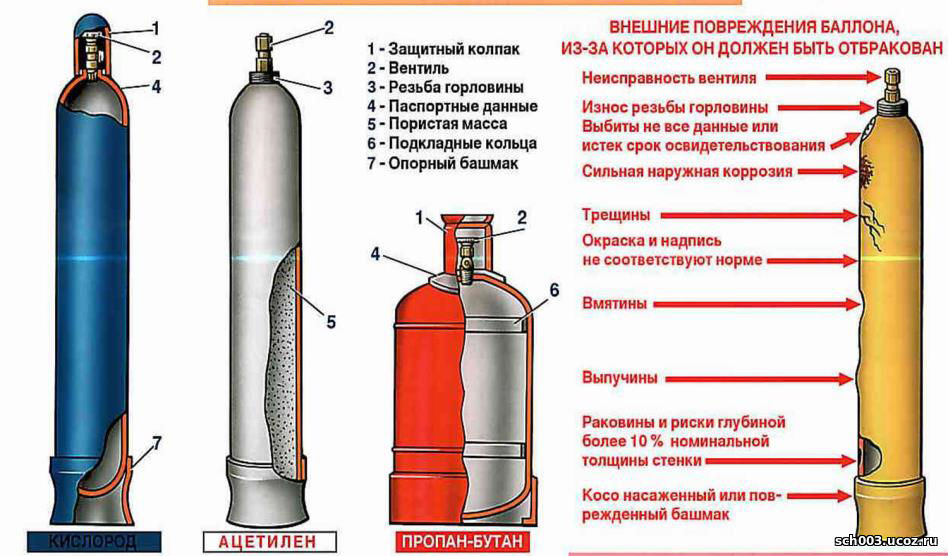
Ацетилен. Оттегі
Ацетилен-иісі бар түссіз газ, ол жалынды өңдеу процесінде жиі кездеседі. Зауыттардан 1,9 МПа (19 кгс/см2 ) ең жоғары қысым кезінде көлемі 40 л (5 м3) баллондарда жеткізіледі, баллондар қызыл бояумен "Ацетилен"деген жазумен ақ түске боялған. Ацетилен-бұл кеуекті массада таратылған ацетондағы ацетилен ерітіндісі. Баллонды қайтару кезіндегі қалдық қысым МПА (кгс/см2) болуы тиіс.
Оттегі-түссіз және иіссіз газ, ол барлық металдармен байланысу қабілетіне ие. 15 МПа (150 кгс/см2) қысыммен көлемі 40 л көгілдір түске боялған болат баллондарда жеткізіледі. Баллонға қара бояумен "оттегі"деген жазу жазылады. Баллонды қайтару кезінде оттегінің қалдық қысымы 0,05 – 0,5 МПа (0,5 – 5 кгс/см2) шегінде болуы тиіс.
Пропан-бутан газды дәнекерлеу және төмен көміртекті болатты оттегімен кесу кезінде ацетиленді алмастырғыш ретінде қолданылады. Бұл пропан мен бутан газдарының сұйытылған қоспасы. Оны 1,6 – 1,7 МПа (16 – 17 кгс/см2) қысыммен көлемі 40 және 55 л Болат баллондарда сақтайды және тасымалдайды. Цилиндрдің жартысы сұйық қоспамен толтырылады, өйткені қызған кезде қысымның едәуір жоғарылауы жарылысқа әкелуі мүмкін.
Бензин мен керосин газ жалынымен бу түрінде өңдеуде қолданылады. Осы мақсатта қыздырғыштар мен кескіштерде қосалқы жалынмен немесе электр тогымен қыздыратын буландырғыштар бар.
https://ust.kz/word/metall_kesy-136103.html
Кальций карбиді (ГОСТ 1460 – 76) - бұл антрацит немесе кокс қосылған әк қоспасы. Кальций карбидін сумен ыдыратқанда ацетилен газ түрінде және қалдық түрінде кесілген әк алынады. Сыртқы көріністе кальций карбиді-қара сұр немесе қою қоңыр түсті қатты кристалды зат. Оның атмосфералық ауадағы су буларымен әрекеттесуі нәтижесінде оған тән өткір сарымсақ иісі бар. Ол оралған және салмағы 50-130 кг герметикалық жабылған Болат барабандарда тасымалданады. қоймалар мен жұмыс орындарында ол герметикалық қақпақтары бар арнайы бидондарда сақталады. Барабандар ұшқын мен жарылыстың пайда болуын болдырмау үшін арнайы пышақпен немесе жез кескішпен және балғамен ашылады. 1 кг кальций карбидінің алуан түріне және түйіршіктелуіне байланысты 235 – 280 л ацетилен алынады. Ұсақ (2 мм-ден кіші) және шаң тәрізді кальций карбидін қолдануға тыйым салынады (жарылыс қаупі бар).
https://kk.wikipedia.org/wiki/
Түтіктер (шлангылер). Газ жалынды өңдеу үшін стандарт бойынша жасалған резиналы түтіктердің мына кластары пайдаланылады:
I - 0,63 МПа-ға дейінгі қысымдағы газдарды жүргізу үшін:
II — сол қысымға дейінгі сұйық жанармайды немесе оның қоспасын жүргізу үшін;
III - 2,0 МІІа қысымға дейінгі оттегіні жүргізу үшін.
II - кластағы түтікті
І-класс үшін, оған қызыл жолақ жағып, пайдалануға болады.
Әдетте түтіктердің мөлшері төмендегідей болады:
Диаметрлері, мм: Ішкі.............6±0,59±0,512±0,516±0,5
Сыртқы . . . 14+0,518±1022,5+1,026±1,0
Газ жалынды өңдеу үшін қолданылатын түтіктердің үзындығы цех жағдайында 30 м-ден, ал құрастыру кезінде - 40 м-ден артык болмау керек. Сұйық жанғыштарды пайдаланған кейде осы түтіктердің ұзындығы 10 м-ден аспауға тиіс.

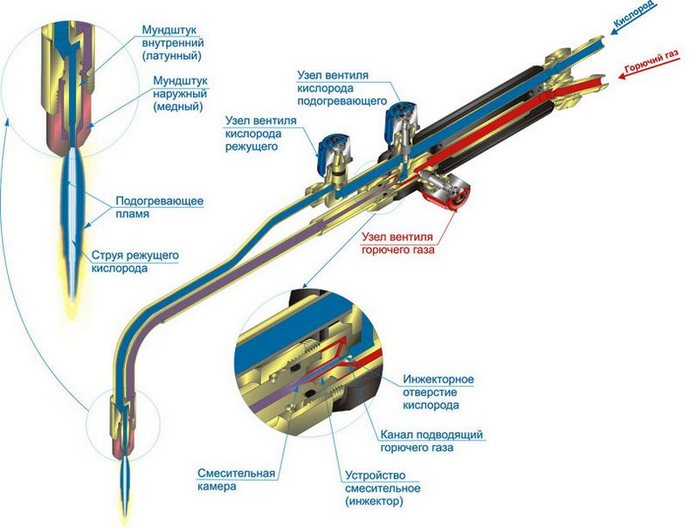
Әмбебап оттықтар
Әмбебап оттықтар болатты, шойынды және түсті металдарды ацетилен немесе он айырбастайтын (пропанбутан, табиғи газ жэне т.б.) газдарды пайдалана отырып пісіруге, дәнекерлеуге, балқытып қосуга және қыздыруға арналган. Ацетиленмен жүмыс істейтін инжекторлы оттықтар көп таралған.Г2-04 аз қуатты және ГЗ-ОЗ орташа қуатты оттықтардың құрылыстары ұқсас. Бар айырмашылығы ұштық- тарының саны және нөмірлері әр түрлі болып келеді. Оттық пен оның ұштыктарының номірлерін таңдап алу, пісіретін болат пен шойынның қалыңдығына байланысты.
Газ-оттекті кесу технологиясы мен
Газ-оттекті кесу жабдықтары
Газ-оттекті кесу технологиясы мен Газ-оттекті кесу жабдықтары деп металды газ жалынының тұтану температурасына дейін қыздыруды пайдалануға жəне металдың тотығуының экзотермиялық реакциясына негізделген металды бөлу тəсілі. Металл тотығын жою үшін кескіш оттегі ағынының кинетикалық энергиясы пайдаланылады. Кесу кезінде жылу көзі ретінде жанарғының (резак) қыздырушы жалыны мен темір мен болат қоспаларының тотығуының экзотермиялық реакциясы қолданылады.
Кесу алдында түтін шығуының аздау болуы және кесу сапасын жоғарлату үшін, табақты металл бетін консервленген жақпа мен қағаздан тазартқан дұрыс. Жөндеу немесе демонтаж жұмыстарын жүргізгенде, металл бетін кесу алдында тазартпауғада болады. Бірақ кесетін жерінде бояуларды, дақтарды осы бөлікше бойынша қосымша доға оттының электрлік байланысы болу үшін тазарту керек.
Металдарды кесу процесін дайындау және жүргізу кезінде мынадай талаптарды сақтау қажет:
Кесу сызығы бойымен және оған іргелес аймақты 10-15 см мұқият тазалаңыз. ескі бояудың, май дақтарының, майлау материалдарының іздерін алып тастау керек. Мұндай ластанудың болуы өртке немесе тіпті жарылысқа әкелуі мүмкін. Мүмкіндігінше тотты тазарту керек. Ол жылу изоляторы ретінде әрекет етеді және кесуді баяулатады.
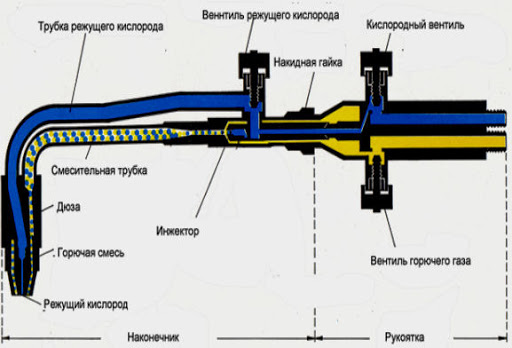
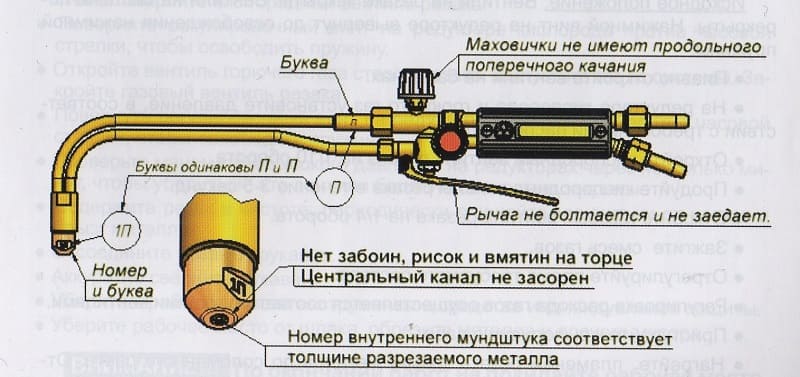
Оттекті кесуде колданылатын кескіштер
Кескіштер оттекті кесудегі негізгі құрал болып табылады.Олар жанғыш газ немесе сұйықтық пен оттегін араластырады,жалын мен кесу сызығы бойынша металды қыздырады және кесу аймағына оттегінің ағынын бағыттайда кеседі. Кескіштер төмендегідей жіктеледі: бөлуге және бетті кесуге арналған; қолмен, машинамен және арнайы кесуге арналған,ацетилен мен оны айырбастайтын газдарға арналған кескіштер.Қызмет принциптеріне қарай кескіштер инжекторлы немесе инжекторсыз,ал құрылымына қарай алдын-ала немесе іштей газ араластыратын,саңылаулы,көп жалынды деп бөлінеді.Өндірісте қолмен кесетін инжекторлы әмбебап кескіштер кең қолданылады. Олар қалыңдығ 3-3000 мм болатын металдарды бөліп кесе алады.
https://infourok.ru/pisiru-orindarin-gazben-korektendiretin-ral-zhabditar-2436120.html
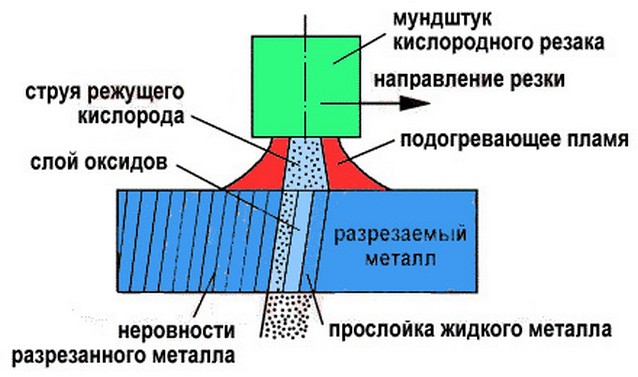
Оттекті кесу технологиясы.
Кесу үрдісі металды оттегінде тұтану температурасына дейін қыздыру,дан басталады, одан соң кескіш оттегі ағынын кесу сызығына бағыттап кескішті жылжытып отырады.
Кескіш оттегі қысымы кесілетін металл қалыңдығы мен оттегінің тазалығына байланысты таңдалады.
Металдардың қалыңдығы, мм 5...20 20...40 40...60 60...100 100...200
Оттегінің қысымдары Р, МПа 0,3...0,4 0,4...0,5 0,5...0,6 0,7...0,9 1
https://ust.kz/word/metall_kesy-136103.html
Газэлектрлі кесудің қолданылатын ауданы
Металдарды газбен кесу, газ жалынымен алдынала қыздырылып дайындалған, металдың оттегі ортасында жануына негізделген. Алдын-ала қыздыру газ жалынымен жүргізіледі. Шағын мөлшерде қыздырылған жерде оттегінің беру процессі жүргізіледі де, металл оттегінің әрекеттесу нәтижесінде жана бастайды. Сол себепті көп жағдайда, металды газ жалынымен кесуді-оттегімен кесу деп атап жатады.
Оттегімен кесу процесінің маңыздылығын түсіну үшін және бұл процестің өтуі үшін мынадай жағдайларды қамтамасыз етуі білу қажет болып табылады: - оттегі ағыны мен сұйық металл арасындағы байланыс; - тотықпаған металды тұтану температурасына дейін қыздыру; - жану өнімдерімен кесудің бетінде балқытылған металл қабатын қөру үшін қажетті жылу мөлшерін бөлу; - сұйық металды оттегі ағынымен араластыру мүмкіндігін жасау үшін сұйық балқыманың жеткілікті тұтқырлығы
Оттегімен кесу үшін
Жоғарыда аталған жағдайлардың барлығы, оттегімен кесу үшін, өңделетін металдарғаға қойылатын ең негізгі талаптарды анықтай отырып, негізгі процестің қозғаушы күші болып қалады. Ең бірінші, оксидтердің балқу температурасы әрқашанда, металдың өзіндік балқу температурасынан төмен болуы, ең негізгі қағидалардың бірі болып табылады. Керісінше, айтылған талаптар орындалмай,мүлдем керісінше болған жағдайда оттегі ағысы балқытылған металды тотықтыра алмайтындай дәрежеге жетеді. Егер де, біздің алған металымыздың тұтану температурасы балқу температурасынан айтарлықтай дәрежеде асатындай жағдайда болса, онда металл балқи бастайды және одан әрі тотығусыз (балқыту процесі) оттегі ағынымен үрлену процесінің алғышарттары орындала бастайды. Бұл процестіңде айтарлықтай ерекшеліктері бар болып табылады.
https://ust.kz/word/metall_kesy-136103.html
Газоэлектрлік кесу
Газоэлектрлік кесу-бұл металды кесу процесі, қыздыру көзі электр энергиясы, ал одан әрі балқыту газ ағынымен жүреді. Беті қажетті температураға дейін қызады, онда саптамадан шығатын газ металл бетіне тез тұтанады. Газ-электрлік кесуді қашықтықтан жасау керек, өйткені бұған бірнеше себептер бар:
Сығылған газдар, сутегі қолданылады, олар жарылғыш қоспаны құра алады;
жоғары вольтты ток қолданылады, бұл да қауіпті,
айналмалы қозғалыстар жасайтын компрессорлар мен электр машиналары қолданылады;
доғаның жылу және күшті жарық сәулеленуіне әсері; шығарылатын зиянды булар мен газдар, сондай-ақ балқытылған металдың қауіпті шашырауы.
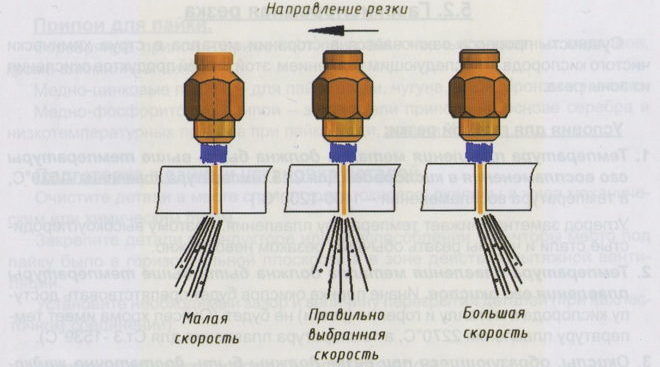
Газэлектрлік кесу кезінде
Газэлектрлік кесу кезінде бұрыштарды жоғары жылдамдықта кесу кезінде технологиялық процестің жоғалуы байқалатынын ескеру қажет, бұл қисынсыз, өйткені кесілген бөліктің контуры бұрмаланады. Максималды жылдамдық түзу кесу арқылы оңтайлы. Жабық контур кесілген кезде жылдамдық төмендейді, бұл кесу процесіне минималды артта қалуды және жоғары сапаны береді. Бұл кесу әдісімен төмен температуралы плазма қолданылады, оны әдетте электр доғасында алады, сондықтан оны доғалық пазма деп атайды.
https://www.metod-kopilka.ru/gazben_psru_zhabdytary_zhne_apparattaryn_oldanu-58779.htm
https://ust.kz/word/metall_kesy-136103.html

https://www.metod-kopilka.ru/gazben_psru_zhabdytary_zhne_apparattaryn_oldanu-58779.htm
https://ust.kz/word/metall_kesy-136103.html
Қосымша әдебиеттер мен ақпарат көздері:
1.«Газбен пісірушілер мен кесушілердің анықтамасы.» Н. И. Никифоров, С.П. Нешумова, И,А. Антонов, Б,Ә. Әлиев.
2. « Газ және электрмен пісіру» Т. Шакирова, А. Маметеупиев.
3. «Газ және электрмен пісірушіні өндірістік оқыту» А. Тапалов
4. «Пісіру жұмыстарын қолмен электрдоғалы пісірумен орындау» В.В . Овчиников.
httpS//et// ua/qas-weldinq. html.
httpS// ptomzn. ru/rezka-metalla/qazovaua. html.
Қазақстан Республикасының Білім және ғылым министрлігі
«Түркістан облысының адами әлеуетті дамыту басқармасы» ММ
«Түлкібас агробизнес және саяхат колледжі» МКҚК
Мамандық: 1114000 –«Дәнекерлеу ісі»
111404 2 - «Электрогазымен дәнекерлеуші»
Нұсқаулық
Арнайы технология
пәні бойынша
Тақырыбы: «Оттекті кесуде қолданылатын кескіштер»
Педогогы : Т. Л. Бейсебаев
Т. Рысқұлова 2021ж
Әмбебап оттықтар
Әмбебап оттықтар болатты, шойынды және түсті металдарды ацетилен немесе он айырбастайтын (пропанбутан, табиғи газ жэне т.б.) газдарды пайдалана отырып пісіруге, дәнекерлеуге, балқытып қосуга және қыздыруға арналган. Ацетиленмен жүмыс істейтін инжекторлы оттықтар көп таралған.Г2-04 аз қуатты және ГЗ-ОЗ орташа қуатты оттықтардың құрылыстары ұқсас. Бар айырмашылығы ұштық- тарының саны және нөмірлері әр түрлі болып келеді. Оттық пен оның ұштыктарының номірлерін таңдап алу, пісіретін болат пен шойынның қалыңдығына байланысты.

 Жүктеу
Жүктеу


 Жүктеу
Жүктеушағым қалдыра аласыз


 Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген
Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген