ЖИ көмекші
ЖИ көмекші






Металдарды кесуге дайындау Газэлектрлі кесудің қолданылатын ауданы
Тақырып бойынша 11 материал табылды
Металдарды кесуге дайындау Газэлектрлі кесудің қолданылатын ауданы
Материал туралы қысқаша түсінік
Теориялық және практикалық түсіндіре отырып, іс жүзінде көрсету.
Материалдың қысқаша нұсқасы
1 / 32

 Жүктеу
Жүктеу
Бөлісу
ЖИ арқылы жасау
Слайдтың жеке беттері
#1 слайд
Түлкібас агробизнес және
саяхат колледжі
1 слайд
Түлкібас агробизнес және саяхат колледжі

#2 слайд
Тақырып:
Металдарды кесуге
дайындау
Газэлектрлі кесудің
қолданылатын ауданы
2 слайд
Тақырып: Металдарды кесуге дайындау Газэлектрлі кесудің қолданылатын ауданы

#3 слайд
Білімділік: Металдарды кесу жұмысына даярлау,
металдарды алдын ала кесу сызығы мен кесу маңы
аймағын тоттан тазалап, дайындау.
Дамытушылық: мамандыққа қызығушылығын,
жұмыс орындарын ұйымдастыра білу және өз
жұмысын жоспарлау дағдыларын дамыту.
Тәрбиелік: ұқыптылыққа, жауапкершілікке,
тазалыққа, ұжымдық ауызбірлікке тәрбиелеу.
3 слайд
Білімділік: Металдарды кесу жұмысына даярлау, металдарды алдын ала кесу сызығы мен кесу маңы аймағын тоттан тазалап, дайындау. Дамытушылық: мамандыққа қызығушылығын, жұмыс орындарын ұйымдастыра білу және өз жұмысын жоспарлау дағдыларын дамыту. Тәрбиелік: ұқыптылыққа, жауапкершілікке, тазалыққа, ұжымдық ауызбірлікке тәрбиелеу.

#4 слайд
Сабақтың түрі:
Тәжірибелік сабақ
Сабақтың әдісі : теориялық және практикалық
түсіндіре отырып, іс жүзінде көрсету.
Сабақтың материалдық-техникалық
жарақтануы: Ацетилен газы, пропан-бутан
газы, оттық, кескіш, ГЖӨ түтіктері, шлак
қаққыш балға, болат щеткалар, метал кескіш
электр құрылғысы (болагарка), белгі салғыш,
шатнген циркуль, сызғыш, балға және шапқы
т.б.
Пәнаралық байланыс: Арнайы технология,
материалтану, дәнекерлеу конструкция өндірісі,
сызу.
Көрнекіліктер: Слесарлық және дәнекерлеу
құрал-жабдықтары, нұсқау картасы
4 слайд
Сабақтың түрі: Тәжірибелік сабақ Сабақтың әдісі : теориялық және практикалық түсіндіре отырып, іс жүзінде көрсету. Сабақтың материалдық-техникалық жарақтануы: Ацетилен газы, пропан-бутан газы, оттық, кескіш, ГЖӨ түтіктері, шлак қаққыш балға, болат щеткалар, метал кескіш электр құрылғысы (болагарка), белгі салғыш, шатнген циркуль, сызғыш, балға және шапқы т.б. Пәнаралық байланыс: Арнайы технология, материалтану, дәнекерлеу конструкция өндірісі, сызу. Көрнекіліктер: Слесарлық және дәнекерлеу құрал-жабдықтары, нұсқау картасы

#5 слайд
Металды кесуге дайындық
Дайындық операциялары барысында кесу сызығы мен
кесу маңы аймағы тоттан, қабыршақтан, лак-бояу
жабындарының қалдықтарынан механикалық тәсілмен
тазартылуы тиіс. Май ластануын органикалық
еріткіштермен алып тастау керек. Жұмыс аймағында
ластанудың болуы жиектердің өнімділігі мен
сапасының төмендеуіне әкеледі.
Сонымен қатар, ластаушы заттар жоғары
температурада химиялық реакцияларға түсіп, шлам
түрінде кесудің артқы жағына жабысатын қажетсіз
қосылыстар түзуі мүмкін .
5 слайд
Металды кесуге дайындық Дайындық операциялары барысында кесу сызығы мен кесу маңы аймағы тоттан, қабыршақтан, лак-бояу жабындарының қалдықтарынан механикалық тәсілмен тазартылуы тиіс. Май ластануын органикалық еріткіштермен алып тастау керек. Жұмыс аймағында ластанудың болуы жиектердің өнімділігі мен сапасының төмендеуіне әкеледі. Сонымен қатар, ластаушы заттар жоғары температурада химиялық реакцияларға түсіп, шлам түрінде кесудің артқы жағына жабысатын қажетсіз қосылыстар түзуі мүмкін .

#6 слайд
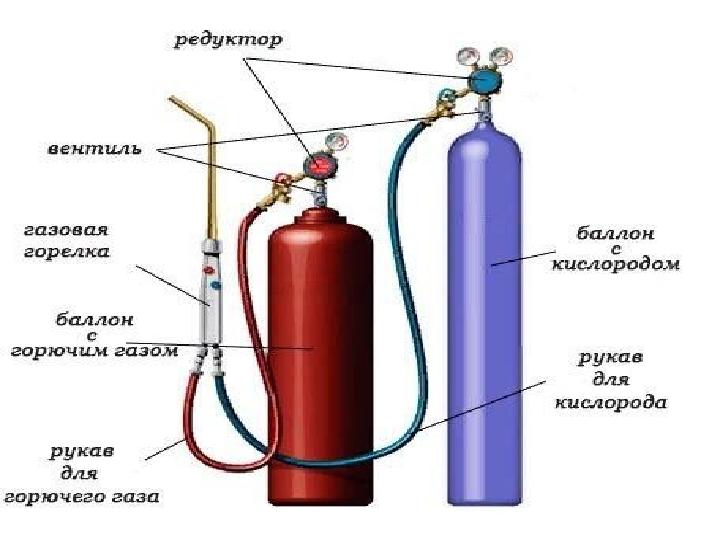
Газ-оттекті кесу технологиясы мен Газ-оттекті
кесу жабдықтары
Газ-оттекті кесу технологиясы мен Газ-
оттекті кесу жабдықтары деп металды газ
жалынының тұтану температурасына дейін
қыздыруды пайдалануға жəне металдың
тотығуының экзотермиялық реакциясына
негізделген металды бөлу тəсілі. Металл
тотығын жою үшін кескіш оттегі ағынының
кинетикалық энергиясы пайдаланылады. Кесу
кезінде жылу көзі ретінде жанарғының (резак)
қыздырушы жалыны мен темір мен болат
қоспаларының тотығуының экзотермиялық
реакциясы қолданылады
6 слайд
Газ-оттекті кесу технологиясы мен Газ-оттекті кесу жабдықтары Газ-оттекті кесу технологиясы мен Газ- оттекті кесу жабдықтары деп металды газ жалынының тұтану температурасына дейін қыздыруды пайдалануға жəне металдың тотығуының экзотермиялық реакциясына негізделген металды бөлу тəсілі. Металл тотығын жою үшін кескіш оттегі ағынының кинетикалық энергиясы пайдаланылады. Кесу кезінде жылу көзі ретінде жанарғының (резак) қыздырушы жалыны мен темір мен болат қоспаларының тотығуының экзотермиялық реакциясы қолданылады

#7 слайд
Кесу алдында түтін шығуының аздау болуы және кесу
сапасын жоғарлату үшін, табақты металл бетін
консервленген жақпа мен қағаздан тазартқан дұрыс. Жөндеу
немесе демонтаж жұмыстарын жүргізгенде, металл бетін кесу
алдында тазартпауғада болады. Бірақ кесетін жерінде
бояуларды, дақтарды осы бөлікше бойынша қосымша доға
оттының электрлік байланысы болу үшін тазарту керек.
Металдарды кесу процесін дайындау және жүргізу кезінде
мынадай талаптарды сақтау қажет:
Кесу сызығы бойымен және оған іргелес аймақты 10-15 см
мұқият тазалаңыз. ескі бояудың, май дақтарының, майлау
материалдарының іздерін алып тастау керек. Мұндай
ластанудың болуы өртке немесе тіпті жарылысқа әкелуі мүмкін.
Мүмкіндігінше тотты тазарту керек. Ол жылу изоляторы
ретінде әрекет етеді және кесуді баяулатады.
.
7 слайд
Кесу алдында түтін шығуының аздау болуы және кесу сапасын жоғарлату үшін, табақты металл бетін консервленген жақпа мен қағаздан тазартқан дұрыс. Жөндеу немесе демонтаж жұмыстарын жүргізгенде, металл бетін кесу алдында тазартпауғада болады. Бірақ кесетін жерінде бояуларды, дақтарды осы бөлікше бойынша қосымша доға оттының электрлік байланысы болу үшін тазарту керек. Металдарды кесу процесін дайындау және жүргізу кезінде мынадай талаптарды сақтау қажет: Кесу сызығы бойымен және оған іргелес аймақты 10-15 см мұқият тазалаңыз. ескі бояудың, май дақтарының, майлау материалдарының іздерін алып тастау керек. Мұндай ластанудың болуы өртке немесе тіпті жарылысқа әкелуі мүмкін. Мүмкіндігінше тотты тазарту керек. Ол жылу изоляторы ретінде әрекет етеді және кесуді баяулатады. .

#8 слайд
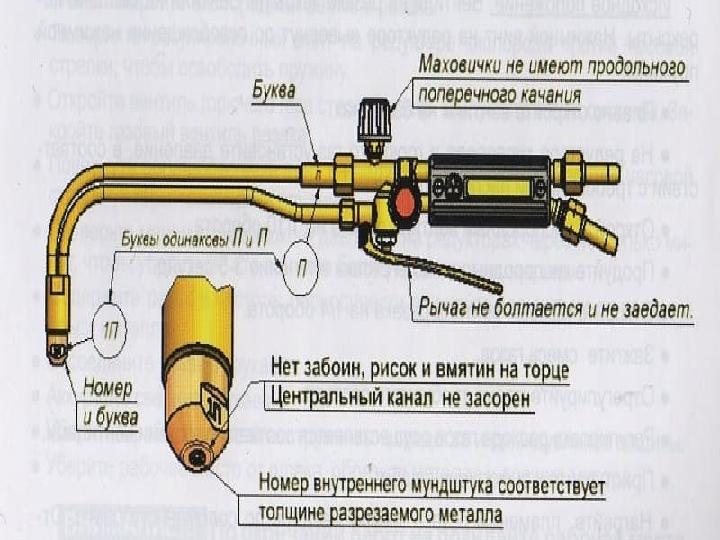
Оттекті кесуде колданылатын
кескіштер
Кескіштер оттекті кесудегі негізгі құрал болып табылады.Олар
жанғыш газ немесе сұйықтық пен оттегін араластырады,жалын
мен кесу сызығы бойынша металды қыздырады және кесу
аймағына оттегінің ағынын бағыттайда кеседі. Кескіштер
төмендегідей жіктеледі: бөлуге және бетті кесуге арналған;
қолмен, машинамен және арнайы кесуге арналған,ацетилен мен
оны айырбастайтын газдарға арналған кескіштер.Қызмет
принциптеріне қарай кескіштер инжекторлы немесе
инжекторсыз,ал құрылымына қарай алдын-ала немесе іштей
газ араластыратын,саңылаулы,көп жалынды деп
бөлінеді.Өндірісте қолмен кесетін инжекторлы әмбебап кескіштер
кең қолданылады. Олар қалыңдығ 3-3000 мм болатын
металдарды бөліп кесе алады.
8 слайд
Оттекті кесуде колданылатын кескіштер Кескіштер оттекті кесудегі негізгі құрал болып табылады.Олар жанғыш газ немесе сұйықтық пен оттегін араластырады,жалын мен кесу сызығы бойынша металды қыздырады және кесу аймағына оттегінің ағынын бағыттайда кеседі. Кескіштер төмендегідей жіктеледі: бөлуге және бетті кесуге арналған; қолмен, машинамен және арнайы кесуге арналған,ацетилен мен оны айырбастайтын газдарға арналған кескіштер.Қызмет принциптеріне қарай кескіштер инжекторлы немесе инжекторсыз,ал құрылымына қарай алдын-ала немесе іштей газ араластыратын,саңылаулы,көп жалынды деп бөлінеді.Өндірісте қолмен кесетін инжекторлы әмбебап кескіштер кең қолданылады. Олар қалыңдығ 3-3000 мм болатын металдарды бөліп кесе алады.
#9 слайд
9 слайд

#10 слайд
Газ-оттекті кесуге арналған
шарттар
Металл кесу технологиясын сәтті қолдану үшін бірқатар міндетті шарттар
сақталуы керек:
Материалдың балқу (Тплав) температурасы оттекті ортада жану (Твоспл)
температурасынан асуы тиіс. Айырмашылық балқыманың ағып кетуіне
және кесу аймағының негізсіз кеңеюіне жол бермеу үшін кем дегенде 50 °C
болуы керек.
Сонымен, құрылымдық қорытпалар үшін жылу=1540 °C,
ал Твоспл = 1150 °C. көміртегі мөлшерінің жоғарылауымен балқу
температурасы төмендейді. Бұл шойын мен жоғары көміртекті
қорытпаларды қарапайым кескішпен кесуді қиындатады.
Кесілген материалдың жылуы оның бетіндегі оксидті пленкалардың
жылуынан асып кетуі керек. Отқа төзімді оксид пленкасы оттегінің металл
бетіне жетуіне жол бермейді және жану реакциясы басталмайды. Сонымен,
хром оксидтері мен құрылымдық Болаттың 3-де сәйкесінше 2270 және 1540
°c балқу температурасы бар, бұл жағдайдан шығудың жолы оксид
пленкасымен әрекеттесетін және оны төменгі балқу температурасы бар
заттарға айналдыратын ағынды ұнтақты қолдану болуы мүмкін.
10 слайд
Газ-оттекті кесуге арналған шарттар Металл кесу технологиясын сәтті қолдану үшін бірқатар міндетті шарттар сақталуы керек: Материалдың балқу (Тплав) температурасы оттекті ортада жану (Твоспл) температурасынан асуы тиіс. Айырмашылық балқыманың ағып кетуіне және кесу аймағының негізсіз кеңеюіне жол бермеу үшін кем дегенде 50 °C болуы керек. Сонымен, құрылымдық қорытпалар үшін жылу=1540 °C, ал Твоспл = 1150 °C. көміртегі мөлшерінің жоғарылауымен балқу температурасы төмендейді. Бұл шойын мен жоғары көміртекті қорытпаларды қарапайым кескішпен кесуді қиындатады. Кесілген материалдың жылуы оның бетіндегі оксидті пленкалардың жылуынан асып кетуі керек. Отқа төзімді оксид пленкасы оттегінің металл бетіне жетуіне жол бермейді және жану реакциясы басталмайды. Сонымен, хром оксидтері мен құрылымдық Болаттың 3-де сәйкесінше 2270 және 1540 °c балқу температурасы бар, бұл жағдайдан шығудың жолы оксид пленкасымен әрекеттесетін және оны төменгі балқу температурасы бар заттарға айналдыратын ағынды ұнтақты қолдану болуы мүмкін.
#11 слайд
11 слайд

#12 слайд
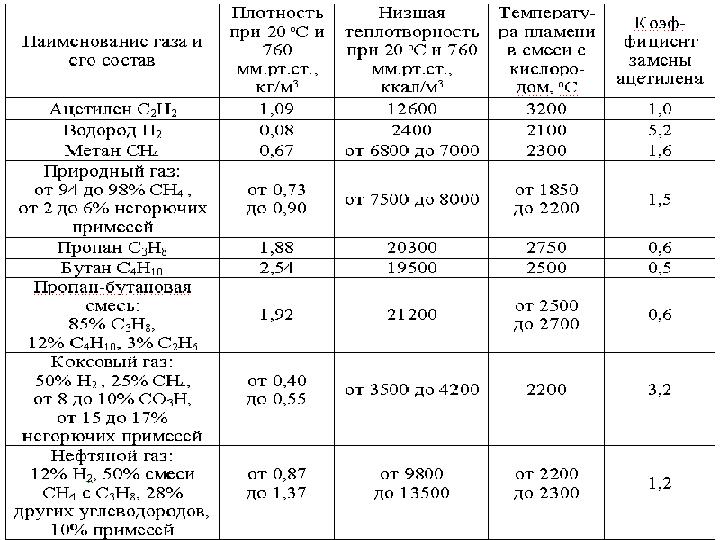
Газ-оттекті металдарды кесуде əртүрлі
газдары
Газ-оттекті кесуде əртүрлі газдар мен олардың
қоспалары – ацетилен, пропан-бутан, мұнай газдары,
бензин мен керосин булары жəне т.б. қолданылады.
Металды бөлуге əсер ететін мынадай шарттар бар:
1) Жылу реакция температурасын қамтамасыз етуге
жеткілікті болу қажет - 1000 - 1150 0С.
2) Металдың балқу температурасы оның оттегінде
қарқынды тотығу температурасынан жоғары болу
керек.
3) Металдың балқу температурасы кесу үрдісі кезінде
пайда болатын тотықтардың балқу
температурасынан жоғары болу керек.
4) Қалыптасқан қож сұйық ағымды болу керек.
12 слайд
Газ-оттекті металдарды кесуде əртүрлі газдары Газ-оттекті кесуде əртүрлі газдар мен олардың қоспалары – ацетилен, пропан-бутан, мұнай газдары, бензин мен керосин булары жəне т.б. қолданылады. Металды бөлуге əсер ететін мынадай шарттар бар: 1) Жылу реакция температурасын қамтамасыз етуге жеткілікті болу қажет - 1000 - 1150 0С. 2) Металдың балқу температурасы оның оттегінде қарқынды тотығу температурасынан жоғары болу керек. 3) Металдың балқу температурасы кесу үрдісі кезінде пайда болатын тотықтардың балқу температурасынан жоғары болу керек. 4) Қалыптасқан қож сұйық ағымды болу керек.
#13 слайд
13 слайд

#14 слайд
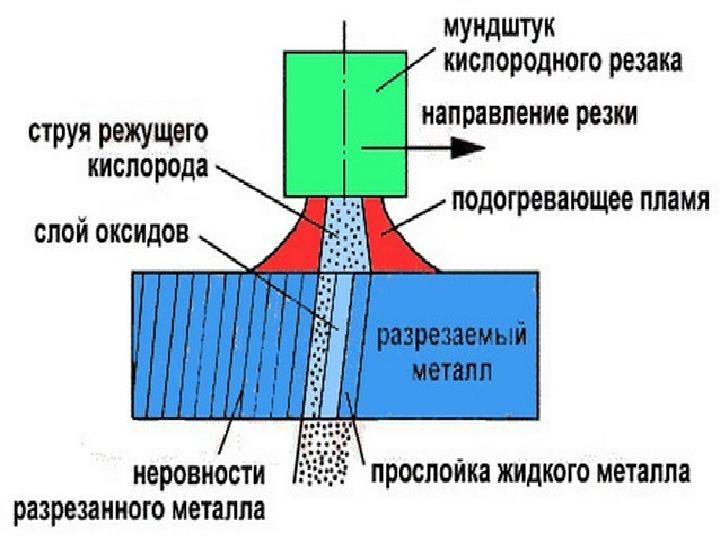
Оттекті кесу технологиясы.
Кесу үрдісі металды оттегінде тұтану
температурасына дейін қыздыру,дан басталады,
одан соң кескіш оттегі ағынын кесу сызығына
бағыттап кескішті жылжытып отырады.
Кескіш оттегі қысымы кесілетін металл
қалыңдығы мен оттегінің тазалығына
байланысты таңдалады.
Металдардың қалыңдығы, мм 5...20 20...40
40...60 60...100 100...200
Оттегінің қысымдары Р, МПа 0,3...0,4 0,4...0,5
0,5...0,6
0,7...0,9 1
14 слайд
Оттекті кесу технологиясы. Кесу үрдісі металды оттегінде тұтану температурасына дейін қыздыру,дан басталады, одан соң кескіш оттегі ағынын кесу сызығына бағыттап кескішті жылжытып отырады. Кескіш оттегі қысымы кесілетін металл қалыңдығы мен оттегінің тазалығына байланысты таңдалады. Металдардың қалыңдығы, мм 5...20 20...40 40...60 60...100 100...200 Оттегінің қысымдары Р, МПа 0,3...0,4 0,4...0,5 0,5...0,6 0,7...0,9 1
#15 слайд
15 слайд

#16 слайд
16 слайд

#17 слайд
Газэлектрлі кесудің қолданылатын ауданы
Металдарды газбен кесу, газ жалынымен алдынала қыздырылып
дайындалған, металдың оттегі ортасында жануына негізделген.
Алдын-ала қыздыру газ жалынымен жүргізіледі. Шағын м ө лшерде
қыздырылған жерде оттегінің беру процессі жүргізіледі де, металл
оттегінің әрекеттесу нәтижесінде жана бастайды. Сол себепті к ө п
жағдайда, металды газ жалынымен кесуді-оттегімен кесу деп атап
жатады.
Оттегімен кесу процесінің маңыздылығын түсіну үшін және бұл
процестің өтуі үшін мынадай жағдайларды қамтамасыз етуі білу
қажет болып табылады: - оттегі ағыны мен сұйық металл
арасындағы байланыс; - тотықпаған металды тұтану
температурасына дейін қыздыру; - жану өнімдерімен кесудің
бетінде балқытылған металл қабатын қөру үшін қажетті жылу
мөлшерін бөлу; - сұйық металды оттегі ағынымен араластыру
мүмкіндігін жасау үшін сұйық балқыманың жеткілікті
тұтқырлығы.
17 слайд
Газэлектрлі кесудің қолданылатын ауданы Металдарды газбен кесу, газ жалынымен алдынала қыздырылып дайындалған, металдың оттегі ортасында жануына негізделген. Алдын-ала қыздыру газ жалынымен жүргізіледі. Шағын м ө лшерде қыздырылған жерде оттегінің беру процессі жүргізіледі де, металл оттегінің әрекеттесу нәтижесінде жана бастайды. Сол себепті к ө п жағдайда, металды газ жалынымен кесуді-оттегімен кесу деп атап жатады. Оттегімен кесу процесінің маңыздылығын түсіну үшін және бұл процестің өтуі үшін мынадай жағдайларды қамтамасыз етуі білу қажет болып табылады: - оттегі ағыны мен сұйық металл арасындағы байланыс; - тотықпаған металды тұтану температурасына дейін қыздыру; - жану өнімдерімен кесудің бетінде балқытылған металл қабатын қөру үшін қажетті жылу мөлшерін бөлу; - сұйық металды оттегі ағынымен араластыру мүмкіндігін жасау үшін сұйық балқыманың жеткілікті тұтқырлығы.

#18 слайд
18 слайд

#19 слайд
Оттегімен кесу үшін.
Жоғарыда аталған жағдайлардың барлығы, оттегімен кесу үшін,
өңделетін металдарғаға қойылатын ең негізгі талаптарды анықтай
отырып, негізгі процестің қозғаушы күші болып қалады. Ең бірінші,
оксидтердің балқу температурасы әрқашанда, металдың өзіндік балқу
температурасынан төмен болуы, ең негізгі қағидалардың бірі болып
табылады. Керісінше, айтылған талаптар орындалмай,мүлдем керісінше
болған жағдайда оттегі ағысы балқытылған металды тотықтыра
алмайтындай дәрежеге жетеді. Егер де, біздің алған металымыздың
тұтану температурасы балқу температурасынан айтарлықтай дәрежеде
асатындай жағдайда болса, онда металл балқи бастайды және одан әрі
тотығусыз (балқыту процесі) оттегі ағынымен үрлену процесінің
алғышарттары орындала бастайды. Бұл процестіңде айтарлықтай
ерекшеліктері бар болып табылады.
19 слайд
Оттегімен кесу үшін. Жоғарыда аталған жағдайлардың барлығы, оттегімен кесу үшін, өңделетін металдарғаға қойылатын ең негізгі талаптарды анықтай отырып, негізгі процестің қозғаушы күші болып қалады. Ең бірінші, оксидтердің балқу температурасы әрқашанда, металдың өзіндік балқу температурасынан төмен болуы, ең негізгі қағидалардың бірі болып табылады. Керісінше, айтылған талаптар орындалмай,мүлдем керісінше болған жағдайда оттегі ағысы балқытылған металды тотықтыра алмайтындай дәрежеге жетеді. Егер де, біздің алған металымыздың тұтану температурасы балқу температурасынан айтарлықтай дәрежеде асатындай жағдайда болса, онда металл балқи бастайды және одан әрі тотығусыз (балқыту процесі) оттегі ағынымен үрлену процесінің алғышарттары орындала бастайды. Бұл процестіңде айтарлықтай ерекшеліктері бар болып табылады.

#20 слайд
20 слайд

#21 слайд
21 слайд

#22 слайд
22 слайд

#23 слайд
23 слайд

#24 слайд
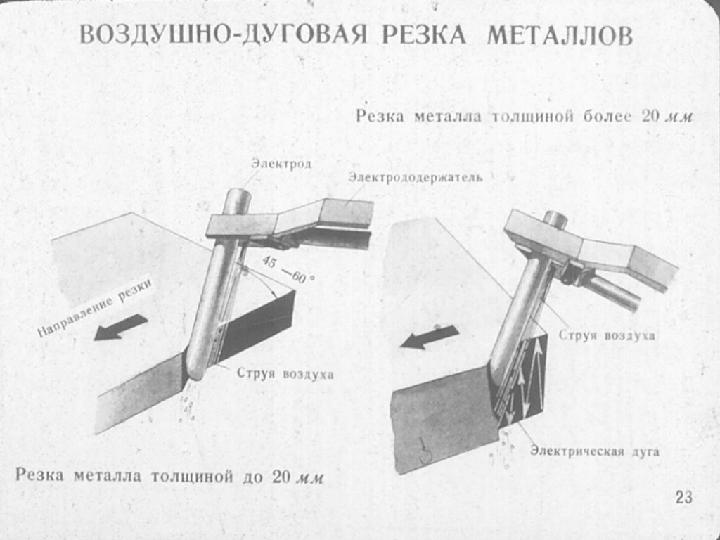
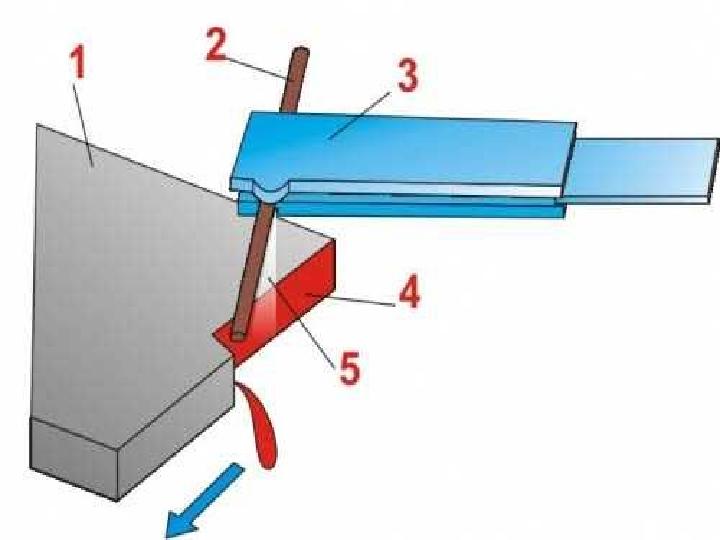
Газоэлектрлік кесу
Газоэлектрлік кесу-бұл металды кесу процесі, қыздыру көзі
электр энергиясы, ал одан әрі балқыту газ ағынымен жүреді.
Беті қажетті температураға дейін қызады, онда саптамадан
шығатын газ металл бетіне тез тұтанады. Газ-электрлік кесуді
қашықтықтан жасау керек, өйткені бұған бірнеше себептер
бар:
Сығылған газдар, сутегі қолданылады, олар жарылғыш
қоспаны құра алады;
жоғары вольтты ток қолданылады, бұл да қауіпті,
айналмалы қозғалыстар жасайтын компрессорлар мен электр
машиналары қолданылады;
доғаның жылу және күшті жарық сәулеленуіне әсері;
шығарылатын зиянды булар мен газдар, сондай-ақ
балқытылған металдың қауіпті шашырауы.
24 слайд
Газоэлектрлік кесу Газоэлектрлік кесу-бұл металды кесу процесі, қыздыру көзі электр энергиясы, ал одан әрі балқыту газ ағынымен жүреді. Беті қажетті температураға дейін қызады, онда саптамадан шығатын газ металл бетіне тез тұтанады. Газ-электрлік кесуді қашықтықтан жасау керек, өйткені бұған бірнеше себептер бар: Сығылған газдар, сутегі қолданылады, олар жарылғыш қоспаны құра алады; жоғары вольтты ток қолданылады, бұл да қауіпті, айналмалы қозғалыстар жасайтын компрессорлар мен электр машиналары қолданылады; доғаның жылу және күшті жарық сәулеленуіне әсері; шығарылатын зиянды булар мен газдар, сондай-ақ балқытылған металдың қауіпті шашырауы.

#25 слайд
Газэлектрлік кесу кезінде
Газэлектрлік кесу кезінде бұрыштарды жоғары
жылдамдықта кесу кезінде технологиялық
процестің жоғалуы байқалатынын ескеру қажет,
бұл қисынсыз, өйткені кесілген бөліктің контуры
бұрмаланады. Максималды жылдамдық түзу кесу
арқылы оңтайлы. Жабық контур кесілген кезде
жылдамдық төмендейді, бұл кесу процесіне
минималды артта қалуды және жоғары сапаны
береді. Бұл кесу әдісімен төмен температуралы
плазма қолданылады, оны әдетте электр
доғасында алады, сондықтан оны доғалық пазма
деп атайды.
25 слайд
Газэлектрлік кесу кезінде Газэлектрлік кесу кезінде бұрыштарды жоғары жылдамдықта кесу кезінде технологиялық процестің жоғалуы байқалатынын ескеру қажет, бұл қисынсыз, өйткені кесілген бөліктің контуры бұрмаланады. Максималды жылдамдық түзу кесу арқылы оңтайлы. Жабық контур кесілген кезде жылдамдық төмендейді, бұл кесу процесіне минималды артта қалуды және жоғары сапаны береді. Бұл кесу әдісімен төмен температуралы плазма қолданылады, оны әдетте электр доғасында алады, сондықтан оны доғалық пазма деп атайды.

#26 слайд
Электр доғасының жылу энергиясы
Электр доғасының ағуы жылу энергиясының көзі
болып табылады және ол жоғары ток
тығыздығымен және салыстырмалы түрде төмен
кернеумен сипатталады. Газдан пайда болатын
доғаның температурасы 4000 — 5000с. мұндай газ
әдетте төмен температуралы плазма деп аталады.
Өйткені бұл газда оң және теріс зарядталған
бөлшектердің көп мөлшері бар және олардың
қатынасы жалпы заряд нөлге тең. Металды
газбен электрлік кесу жұмыс тиімділігіне
байланысты кеңінен қолданылады, өйткені
мұндай кесу кесу уақытын едәуір үнемдейді,
жұмыс күшін азайтады және өңделетін металдың
сапасын жақсартады.
26 слайд
Электр доғасының жылу энергиясы Электр доғасының ағуы жылу энергиясының көзі болып табылады және ол жоғары ток тығыздығымен және салыстырмалы түрде төмен кернеумен сипатталады. Газдан пайда болатын доғаның температурасы 4000 — 5000с. мұндай газ әдетте төмен температуралы плазма деп аталады. Өйткені бұл газда оң және теріс зарядталған бөлшектердің көп мөлшері бар және олардың қатынасы жалпы заряд нөлге тең. Металды газбен электрлік кесу жұмыс тиімділігіне байланысты кеңінен қолданылады, өйткені мұндай кесу кесу уақытын едәуір үнемдейді, жұмыс күшін азайтады және өңделетін металдың сапасын жақсартады.

#27 слайд
Бақылау сұрақтары:
27 слайд
Бақылау сұрақтары:
#28 слайд
28 слайд
#29 слайд
29 слайд
#30 слайд
30 слайд
#31 слайд
31 слайд
Файл форматы:

pptx

17.03.2021

754
Жүктеу
ЖИ арқылы жасау
Жариялаған:
Бұл материалды қолданушы жариялаған. Ustaz Tilegi ақпаратты жеткізуші ғана болып табылады. Жарияланған материалдың мазмұны мен авторлық құқық толықтай автордың жауапкершілігінде. Егер материал авторлық құқықты бұзады немесе сайттан алынуы тиіс деп есептесеңіз,
шағым қалдыра аласыз
шағым қалдыра аласыз