ЖИ көмекші
ЖИ көмекші


0 / 1

Барлық 400 000 материалдарды тегін жүктеу үшін
Ұнаған тарифті таңдаңыз
Айлық
Жылдық
1 - күндік
Танысу 690 ₸ / 1 күнге
Таңдау
UstazTilegi AI - ЖИ арқылы тегін ҚМЖ, БЖБ, ТЖБ, тест, презентация, авторлық бағдарлама т.б. 10 материал жасау
Материалдар бөлімі - Барлық 400 000 материалдарды тегін 30 материал жүктеу
Аттестация ПББ тестеріне доступ аласыз шексіз
Көрнекілік бөлімі - 10 000 астам көрнекіліктерді жүктеу Күніне 2 көрнекілік жүктеу
Жеке ҚМЖ бөлімінде - дайын ҚМЖ-ларды, презентацияларды жүктеу5 файлды тегін жүктеу
Олимпиада, турнир, байқауларға 50% жеңілдік
1 - айлық
Стандарт
2990 ₸ / айына
UstazTilegi AI - ЖИ арқылы тегін ҚМЖ, БЖБ, ТЖБ, тест, презентация, авторлық бағдарлама т.б. жасау 30 материал жасау
Материалдар бөлімі - Барлық 400 000 материалдарды тегін 900 материал жүктеу
Аттестация ПББ тестеріне доступ аласыз шексіз
Көрнекілік бөлімі - 10 000 астам көрнекіліктерді жүктеу30 көрнекілік жүктеу
Жеке ҚМЖ бөлімінде - дайын ҚМЖ-ларды, презентацияларды жүктеу 150 файлды тегін жүктеу
Жинақталған ҚМЖ бөлімінде 10 файлды тегін жүктеу
Олимпиада, турнир, байқауларға 50% жеңілдік
Іс-шаралар (мини-курстар, семинарлар, конференциялар) тегін қатысу
1 - айлық
Шебер 7990 ₸ / айына
Таңдау
UstazTilegi AI - ЖИ арқылы тегін ҚМЖ, БЖБ, ТЖБ, тест, презентация, авторлық бағдарлама т.б. жасау 150 материал жасау
Материалдар бөлімі - Барлық 400 000 материалдарды тегін 900 материал жүктеу
Аттестация ПББ тестеріне доступ аласыз шексіз
Көрнекілік бөлімі - 10 000 астам көрнекіліктерді жүктеу90 көрнекілік жүктеу
Жеке ҚМЖ бөлімінде - дайын ҚМЖ-ларды, презентацияларды жүктеу 300 файлды тегін жүктеу
Жинақталған ҚМЖ бөлімінде 50 файлды тегін жүктеу
Олимпиада, турнир, байқауларға 50% жеңілдік
Іс-шаралар (мини-курстар, семинарлар, конференциялар) тегін қатысу

Назар аударыңыз!
Сіз барлық мүмкіндікті қолдандыңыз.
Қалған материалдарды ертең жүктей аласыз.
Ок
Материалдың қысқаша нұсқасы
Қазақстан Республикасының Білім және ғылым министрлігі
«Түркістан облысының адами әлеуетті дамыту басқармасы»ММ
«Түлкібас агробизнес және саяхат колледжі» МКҚК
КЕЛІСІЛДІ БЕКІТЕМІН
Педагог ұйымдастырушы директордың тәрбие ж
жөніндегі орынбасары ______ Ә. Утегенов ______Л. Байсеитова
"Кәсіптік оқыту" пәндік циклдік комиссия
11140000 –«Дәнекерлеу ісі» мамандығына
Ашық сабақ
Тақырыбы: «Оттегілі кесу кезіндегі деформация»
Өңдірістік оқыту шебері__________ Е. Турлыбеков.
Т. Рысқұлов 2021ж
«Кәсіптік оқыту» пәндік циклдік комиссиясының мәжілісінде «__» ______ 2021 жылы қаралып, ӘК бекітілуге ұсынылды (хаттама №____)
«Кәсіптік оқыту» ПЦК төрағасы _______ Н.А.Джумагулов
Күні: 08. 02. 2021 ж. Пәні: Өңдірістік оқыту
Тақырыбы:«Оттегілі кесу кезіндегі деформация »
Сабақтың типі: Аралас сабақ, Сабақтың түрі: Интегратцияланған жартылай іздену тәжірибелік сабақ.
Сабақтың мақсаты:
Білімділік: Студенттердің топтық жұмыс түрінде металдарды кесуге дайындау және оттегілі кесу кезіндегі деформация» тақырыбына, металды қорғау, оны қорыту икемділігі мен дағдыларын қалыптастыру, сыни тұрғыдан ойлауын дамыту, мамандыққа байланысты мәтіндерді ауыспалы жұптық жұмыстар жүргізу арқылы меңгерту, кәсіби-іскерлікті жұмыстарды қолдану және көп ізден сонымен қатар- онлайн сабақта алынатын білімдер, құрал-жабдықтарды меңгеруі және оттегілі кесу кезіндегі деформация туралы пайдаланатын газдарды білуі.
Тәрбиелік: Таңдаған мамандығына және оқып отырған пәнге қызығушылығын арттыру, жұмысты ұйымдастыруға баулу, сөз мәнері мен мәдениетіне, ұлтжандылыққа тәрбиелеу. Студентердың ,өз мамандығын біліп үйрену және еңбек тәртібін жақсартуы.
Дамытушылық: Өз ойларын қорыта айтып, студенттің танымдық ізденімпаздығын дамыту, сауатты жауап беру дағдылығын арттыру, білімін өз бетінше дамытуға үйрету.
Күтілетін нәтиже:
-
Топпен жұмыс жасай отырып, бірлесіп білім алады. I - Бейне ҚБТ,
-
Студенттер өзін және достарын бағалауға дағдыланады.
-
Металдардың өңдеу процесін білу және оны қалай пайдалануды меңгеруі
-
Металлды кесуге дайындауын және оттегілі кесу кезіндегі деформация білу.
-
Студенттердің бір бірімен тыңдау білуі дағдылары қалыптасуы.
Сабақтың технологиясы мен әдіс-тәсілдері: CLIL интербелсенді әдіс, саралап деңгейлеп оқыту технологиясы, дамыта оқыту технологиясы, топтық жұмыс, блиц-турнир, сұрақтар мен жауап,деңгейлік тапсырмалар,сәйкестеңдіру кестесі.Бақылау әдісі,іздену жұмысы. Кері байланыс әдісі, металдарды кеcуге материалдарын еңгізу.
Пәнаралық байланыс: Материалтану, дәнекерлеу конструкция өндірісі, арнайы технология, сызу Worldskills стандарттарының ерекшілігі (WSSS)
Сабақты жабдықтау: Презентация слайд №1
1.Үлестірмелі материалдар : Оттегілі кесу кезіндегі деформациясына байланысты плакаттар, буклеттер, рефераттар. Сәйкестендіру тесті, үлестірмелі қағаздары, оқулықтар, бағалау парақтары. Таратпа материалдар, логикалық сұрақтар, оқулықтар. Тақырыпқа сай жазылған слайдтар.
2.Оқытудың техникалық жабдықтары: Ноутбук, , слайдтар.
3.Оқыту орны: ZOOM платформасы
Негізгі әдебиттер:
1. Н. И. Никифоров, С.П. Нешумова, И,А. Антонов, Б,Ә. Әлиев.
«Газбен пісірушілер мен кесушілердің анықтамасы.» 2016ж
2. Т. Шакирова, А. Маметеупиев « Газ және электрмен пісіру» 2015ж
3. А. Тапалов «Газ және электрмен пісірушіні өндірістік оқыту» 2015ж
Қосымша әдебиеттер:
1.Д.Сарсенбаев «Сварка и резка металлов» 2008ж.
2. Н.Н. Остапенко,Н.Н. Кроповницкий «Металдар технологиясы»
3. Н. Дәулетбаева, А.Сыздықова « Газэлектрмен дәнекерлеу» 2010ж.
https://ust.kz/word/metall_kesy-136103.html
Тақырыбы: «Оттегілі кесу кезіндегі деформация»
Металды кесуге дайындық
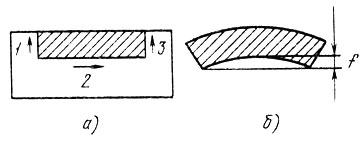
Дәнекерлеу кезінде де, кесу кезінде де кесілген элементте және қалдықтарға түсетін металда деформациялар пайда болады. Деформациялар кесу алдында белгіленгендермен салыстырғанда элементтің пішіні мен өлшемдерінің өзгеруімен көрінеді. Парақтың жазықтығындағы деформациялар элементтің қысқаруы, ұзаруы немесе бүгілуі түрінде көрінеді. Кесілген элементтердің мөлшеріне байланысты иілу вогнуты немесе дөңес болуы мүмкін. Үлкен өлшемдегі кесілген элементтер, әдетте, вогнуты бар (сурет. 87). Кішкентай ені бар элементтер (100 мм-ге дейін) дөңес иілуге ие болады.
 http://aksu-college.rka.kz/images/sampledata/03.pdf
http://aksu-college.rka.kz/images/sampledata/03.pdf
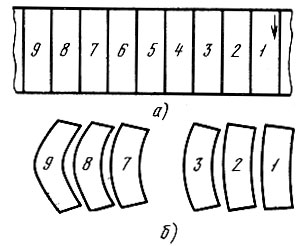
Сур. 87. Кесу кезінде дайындаманы деформациялау схемасы: a-кесу тізбегі, B - кесілген дайындама, f-иілу бумы
Оттегі кесу кезінде деформациямен күресудің жолдары: ұтымды кесу технологиясы, кесу ұштарын қатаң бекітуді қолдану, кесілген элементті алдын-ала жылыту, жасанды салқындатуды қолдану және т. б.
Рационалды кесу технологиясына кесудің басталуын дұрыс таңдау, дұрыс кесу тізбегін құру, ең жақсы кесу режимін таңдау кіреді, атап айтқанда, тым күшті қыздыру жалынын қолдануға болмайды, дайындамаларды бүкіл парақтан емес, алдын-ала кесілген карталардан кесуге болмайды.
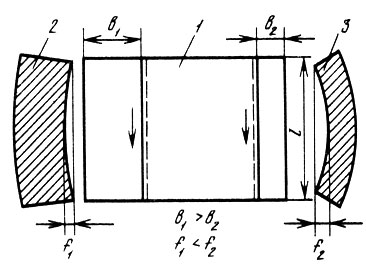
Кесілген жолақтың иілу бум шамасы кесу кезінде қолданылатын сызықтық жылу энергиясына, кесу ұзындығының квадратына тура пропорционал және кесілген жолақтың енінің квадратына кері пропорционал (сурет. 88).
 https://ust.kz/word/metall_kesy-136104.html
https://ust.kz/word/metall_kesy-136104.html
Сур. 88. Әр түрлі ені бар кесілген жолақтардың иілісі: 1-прокат парағы, 2-ені в1 және f1 иілу жолағы, 3-ені в2 және f2 иілу жолағы
Сызықтық жылу энергиясы-кесу ұзындығының сантиметріне келетін кесілген бөліктің (жолақтың) металына кесу кезінде енгізілген жылу мөлшері. Кесілген жолаққа жылу жалынымен және болаттың жануынан енгізіледі.
Кесу жылдамдығы сызықтық жылу энергиясының мөлшеріне әсер етеді: кесу жылдамдығы неғұрлым жоғары болса, сызықтық жылу энергиясы соғұрлым аз болады, сондықтан деформация соғұрлым аз болады.
Кесілген жолақтың иілу жебесі кесу ұзындығына квадраттық тәуелділікте орналасқан. Мысалы, егер ұзындығы 1000 мм кесілген жолақтың иілу көрсеткісі 1 мм болса, онда жолақтың ұзындығы 2000 мм болса, иілу көрсеткісі 4 мм болады.
Кесілген жолақтың ені кесу кезінде деформацияға байланысты металдың қаттылығын сипаттайды. Үлкен парақтың ішінде тікбұрышты пішінді бөлікті кесу керек делік (сурет. 89, а). Үлкен, демек, ең қатаң парақтың ішіндегі алғашқы кесу, әдетте, басқаларында пайда болатын ауытқулармен салыстырғанда аз ауытқуды тудырады
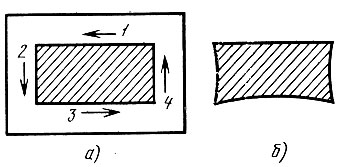
Сур. 89. Парақ ішіндегі бөлшектерді кесу тәртібі: a-кесу реті, B - кесілген бөліктің пішіні
Таңбалау бойынша кесу кезінде бөліктің деформациясы (иілісі) оның енін өзгертпестен жүреді. Белгілеусіз кесу (мысалы, бағдарламалық жасақтамамен жұмыс істейтін машиналарда) машина кескішінің ығысуына байланысты кесілген бөліктердің енінің өзгеруіне әкелуі мүмкін (кесудің теориялық сызығы нақты сызыққа сәйкес келмейді).
Бөлшектерді машинамен кесу кезінде бөліктің бүкіл периметрі бойынша бір уақытта бірнеше кескішпен үздіксіз "алдын-ала" кесуді қолдану керек.
Үлкен парақтың жолақтарын бір кескішпен кесу кезінде олар әртүрлі ауытқуларға ие болады (сурет. 90). Бұл әрбір келесі жолақты кесу кезінде кесілген парақтың қысылуының (қаттылығының) әр түрлі деңгейіне байланысты.
 https://ust.kz/word/metall_kesy-136103.html
https://ust.kz/word/metall_kesy-136103.html
Сур. 90. Бір кескішпен кесу кезінде дайындамалардың деформация сызбасы: а-кесілген Парақ, б - кесілген дайындамалар; 1 - 9-кесу реті
Кесілген жолақтың иілу шамасы оның енінің квадратына кері пропорционал. Мысалы, егер сіз жолақтың енін екі есе арттырсаңыз, онда иілу буынының мөлшері төрт есе азаяды.
Кесу ұштарын қысу (сурет. 92) жиектер бойымен деформацияны азайтуға болады. Бастапқыда бойлық кесу оларды соңына дейін жеткізбестен жасалады, содан кейін көлденең; содан кейін кесілген жолақтар шамамен бірдей мөлшерде деформацияға ие болады. Парақтың іргелес бөліктері арасындағы бұл кесілмеген жерлер секіргіштер деп аталады. сондай-ақ қиған кезде фигуралы бөлшектер (сур. 92. б).
https://kk.wikipedia.org/wiki/
Сур. 92. Бүрмелермен (бөгеттермен) кесу схемасы: а-жолақтарды кесу; 1 - 6-кесілетін жолақтар, 7, 8-соңында кесілетін бөгеттер; б-дөңгелек дайындаманы кесу
Деформацияны бөлшектің кесілген жерін алдын-ала жылыту арқылы азайтуға болады, бұл металды біркелкі салқындатуға әкеледі. Бұл әдіс ұсақ және жұқа бөлшектерді кесу үшін ұсынылады. Металл 300 - 500°C температураға дейін қызады, сонымен қатар қиын кесілген және қатайтылған болаттардың микроқұрылымдарын қалыптастыруға бейім.
Деформациялардың төмендеуі жылу әсер ету аймағының су ағынымен үздіксіз салқындату арқылы да қол жеткізіледі.
Парақтың жазықтығынан тыс деформациялар пайда болмас үшін, кесу кезінде қыздыру әсерінен оның салбырауына жол бермеу керек. Сондықтан кесу көптеген тіректері бар сөрелерде жасалуы керек.
Жоғары легирленген болаттарды кесу кезінде олардың құрамындағы легірлеуші элементтер кесу аймағындағы металдың пайда болуына және қасиеттеріне әр түрлі әсер ететінін ескеру қажет.
Хром 400 - 800°C температура аралығында астық шекаралары бойымен түсетін карбидтер түзеді, Бұл коррозияға қарсы тұрақтылықтың төмендеуіне әкеледі. Хром карбидтерінің түзілу процесі көрсетілген температураларда әсер ету ұзақтығына байланысты. Құрамында хром бар болат өзін-өзі қатайтуға және қаттылықты арттыруға қабілетті. Үлкен қалыңдықтағы хром болаттарын кесу кезінде олардың бетіндегі қыздыру аймағының ені үлкен болады. Никель әлсіз тотығады. Құрамында 2% - дан аспайтын никель бар хромды болаттар кальцийленудің жоғарылауына ие, бұл шеттерде жарықтар тудыруы мүмкін. Марганец, керісінше, жақсы тотығады. Марганец мөлшері 2% - ға дейін болған кезде болатты кесу арнайы әдістерді қажет етпейді, бірақ марганец мөлшері жоғары болған кезде металлдың жиектеріндегі қаттылығы едәуір артады.
Дайындық операциялары барысында кесу сызығы мен кесу маңы аймағы тоттан, қабыршақтан, лак-бояу жабындарының қалдықтарынан механикалық тәсілмен тазартылуы тиіс. Май ластануын органикалық еріткіштермен алып тастау керек. Жұмыс аймағында ластанудың болуы жиектердің өнімділігі мен сапасының төмендеуіне әкеледі.
Сонымен қатар, ластаушы заттар жоғары температурада химиялық реакцияларға түсіп, шлам түрінде кесудің артқы жағына жабысатын қажетсіз қосылыстар түзуі мүмкін.
Газ-оттекті кесу технологиясы мен
Газ-оттекті кесу жабдықтары
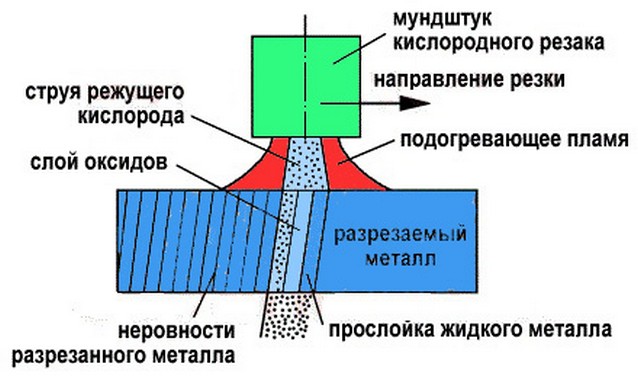
Газ-оттекті кесу технологиясы мен Газ-оттекті кесу жабдықтары деп металды газ жалынының тұтану температурасына дейін қыздыруды пайдалануға жəне металдың тотығуының экзотермиялық реакциясына негізделген металды бөлу тəсілі. Металл тотығын жою үшін кескіш оттегі ағынының кинетикалық энергиясы пайдаланылады. Кесу кезінде жылу көзі ретінде жанарғының (резак) қыздырушы жалыны мен темір мен болат қоспаларының тотығуының экзотермиялық реакциясы қолданылады.
Кесу алдында түтін шығуының аздау болуы және кесу сапасын жоғарлату үшін, табақты металл бетін консервленген жақпа мен қағаздан тазартқан дұрыс. Жөндеу немесе демонтаж жұмыстарын жүргізгенде, металл бетін кесу алдында тазартпауғада болады. Бірақ кесетін жерінде бояуларды, дақтарды осы бөлікше бойынша қосымша доға оттының электрлік байланысы болу үшін тазарту керек.
Металдарды кесу процесін дайындау және жүргізу кезінде мынадай талаптарды сақтау қажет:
Кесу сызығы бойымен және оған іргелес аймақты 10-15 см мұқият тазалаңыз. ескі бояудың, май дақтарының, майлау материалдарының іздерін алып тастау керек. Мұндай ластанудың болуы өртке немесе тіпті жарылысқа әкелуі мүмкін. Мүмкіндігінше тотты тазарту керек. Ол жылу изоляторы ретінде әрекет етеді және кесуді баяулатады.
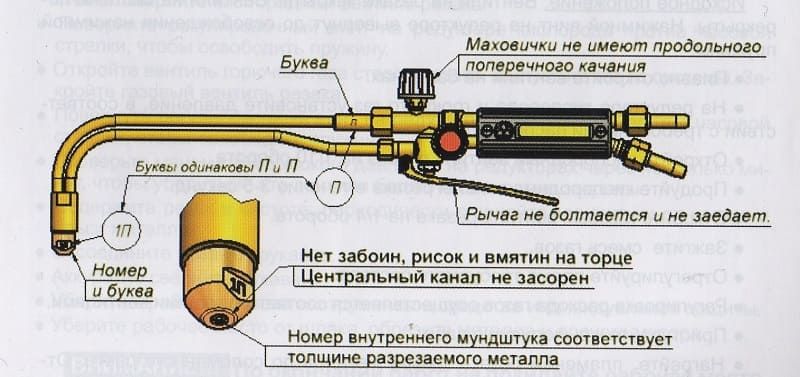
Оттекті кесуде колданылатын кескіштер
Кескіштер оттекті кесудегі негізгі құрал болып табылады.Олар жанғыш газ немесе сұйықтық пен оттегін араластырады,жалын мен кесу сызығы бойынша металды қыздырады және кесу аймағына оттегінің ағынын бағыттайда кеседі. Кескіштер төмендегідей жіктеледі: бөлуге және бетті кесуге арналған; қолмен, машинамен және арнайы кесуге арналған,ацетилен мен оны айырбастайтын газдарға арналған кескіштер.Қызмет принциптеріне қарай кескіштер инжекторлы немесе инжекторсыз,ал құрылымына қарай алдын-ала немесе іштей газ араластыратын,саңылаулы,көп жалынды деп бөлінеді.Өндірісте қолмен кесетін инжекторлы әмбебап кескіштер кең қолданылады. Олар қалыңдығ 3-3000 мм болатын металдарды бөліп кесе алады.
https://infourok.ru/pisiru-orindarin-gazben-korektendiretin-ral-zhabditar-2436120.html
Газ-оттекті кесуге арналған шарттар
Металл кесу технологиясын сәтті қолдану үшін бірқатар міндетті шарттар сақталуы керек:
Материалдың балқу (Тплав) температурасы оттекті ортада жану (Твоспл) температурасынан асуы тиіс. Айырмашылық балқыманың ағып кетуіне және кесу аймағының негізсіз кеңеюіне жол бермеу үшін кем дегенде 50 °C болуы керек.
Сонымен, құрылымдық қорытпалар үшін жылу=1540 °C,
ал Твоспл = 1150 °C. көміртегі мөлшерінің жоғарылауымен балқу температурасы төмендейді. Бұл шойын мен жоғары көміртекті қорытпаларды қарапайым кескішпен кесуді қиындатады.
Кесілген материалдың жылуы оның бетіндегі оксидті пленкалардың жылуынан асып кетуі керек. Отқа төзімді оксид пленкасы оттегінің металл бетіне жетуіне жол бермейді және жану реакциясы басталмайды. Сонымен, хром оксидтері мен құрылымдық Болаттың 3-де сәйкесінше 2270 және 1540 °c балқу температурасы бар, бұл жағдайдан шығудың жолы оксид пленкасымен әрекеттесетін және оны төменгі балқу температурасы бар заттарға айналдыратын ағынды ұнтақты қолдану болуы мүмкін.
Оттекті кесу технологиясы.
Кесу үрдісі металды оттегінде тұтану температурасына дейін қыздыру,дан басталады, одан соң кескіш оттегі ағынын кесу сызығына бағыттап кескішті жылжытып отырады.
Кескіш оттегі қысымы кесілетін металл қалыңдығы мен оттегінің тазалығына байланысты таңдалады.
Металдардың қалыңдығы, мм 5...20 20...40 40...60 60...100 100...200
Оттегінің қысымдары Р, МПа 0,3...0,4 0,4...0,5 0,5...0,6 0,7...0,9 1
https://ust.kz/word/metall_kesy-136103.html
 Жүктеу
Жүктеу
ЖИ арқылы жасау
ЖИ арқылы жасау

Бөлісу
1 - айлық
Материал тарифі-96% жеңілдік
00
05
00
ҚМЖ
Ашық сабақ
Тәрбие сағаты
Презентация
БЖБ, ТЖБ тесттер
Көрнекіліктер
Балабақшаға арнарлған құжаттар
Мақала, Эссе
Дидактикалық ойындар
және тағы басқа 400 000 материал
Барлық 400 000 материалдарды шексіз
жүктеу мүмкіндігіне ие боласыз
жүктеу мүмкіндігіне ие боласыз
1 990 ₸ 49 000₸
1 айға қосылу
Материалға шағымдану
Бұл материал сайт қолданушысы жариялаған. Материалдың ішінде жазылған барлық ақпаратқа жауапкершілікті жариялаған қолданушы жауап береді. Ұстаз тілегі тек ақпаратты таратуға қолдау көрсетеді. Егер материал сіздің авторлық құқығыңызды бұзған болса немесе басқа да себептермен сайттан өшіру керек деп ойласаңыз осында жазыңыз
Жариялаған:
Әбдіжаппаров Дәулет Әбдіжаппарұлы 09 Маусым 2021
09 Маусым 2021 377
377Шағым жылдам қаралу үшін барынша толық ақпарат жіберіңіз
«Оттегілі кесу кезіндегі деформация»
Тақырып бойынша 11 материал табылды
«Оттегілі кесу кезіндегі деформация»
Материал туралы қысқаша түсінік
Студенттердің топтық жұмыс түрінде металдарды кесуге дайындау және оттегілі кесу кезіндегі деформация» тақырыбына, металды қорғау, оны қорыту икемділігі мен дағдыларын қалыптастыру, сыни тұрғыдан ойлауын дамыту
Материалдың қысқаша нұсқасы
Қазақстан Республикасының Білім және ғылым министрлігі
«Түркістан облысының адами әлеуетті дамыту басқармасы»ММ
«Түлкібас агробизнес және саяхат колледжі» МКҚК
КЕЛІСІЛДІ БЕКІТЕМІН
Педагог ұйымдастырушы директордың тәрбие ж
жөніндегі орынбасары ______ Ә. Утегенов ______Л. Байсеитова
"Кәсіптік оқыту" пәндік циклдік комиссия
11140000 –«Дәнекерлеу ісі» мамандығына
Ашық сабақ
Тақырыбы: «Оттегілі кесу кезіндегі деформация»
Өңдірістік оқыту шебері__________ Е. Турлыбеков.
Т. Рысқұлов 2021ж
«Кәсіптік оқыту» пәндік циклдік комиссиясының мәжілісінде «__» ______ 2021 жылы қаралып, ӘК бекітілуге ұсынылды (хаттама №____)
«Кәсіптік оқыту» ПЦК төрағасы _______ Н.А.Джумагулов
Күні: 08. 02. 2021 ж. Пәні: Өңдірістік оқыту
Тақырыбы:«Оттегілі кесу кезіндегі деформация »
Сабақтың типі: Аралас сабақ, Сабақтың түрі: Интегратцияланған жартылай іздену тәжірибелік сабақ.
Сабақтың мақсаты:
Білімділік: Студенттердің топтық жұмыс түрінде металдарды кесуге дайындау және оттегілі кесу кезіндегі деформация» тақырыбына, металды қорғау, оны қорыту икемділігі мен дағдыларын қалыптастыру, сыни тұрғыдан ойлауын дамыту, мамандыққа байланысты мәтіндерді ауыспалы жұптық жұмыстар жүргізу арқылы меңгерту, кәсіби-іскерлікті жұмыстарды қолдану және көп ізден сонымен қатар- онлайн сабақта алынатын білімдер, құрал-жабдықтарды меңгеруі және оттегілі кесу кезіндегі деформация туралы пайдаланатын газдарды білуі.
Тәрбиелік: Таңдаған мамандығына және оқып отырған пәнге қызығушылығын арттыру, жұмысты ұйымдастыруға баулу, сөз мәнері мен мәдениетіне, ұлтжандылыққа тәрбиелеу. Студентердың ,өз мамандығын біліп үйрену және еңбек тәртібін жақсартуы.
Дамытушылық: Өз ойларын қорыта айтып, студенттің танымдық ізденімпаздығын дамыту, сауатты жауап беру дағдылығын арттыру, білімін өз бетінше дамытуға үйрету.
Күтілетін нәтиже:
-
Топпен жұмыс жасай отырып, бірлесіп білім алады. I - Бейне ҚБТ,
-
Студенттер өзін және достарын бағалауға дағдыланады.
-
Металдардың өңдеу процесін білу және оны қалай пайдалануды меңгеруі
-
Металлды кесуге дайындауын және оттегілі кесу кезіндегі деформация білу.
-
Студенттердің бір бірімен тыңдау білуі дағдылары қалыптасуы.
Сабақтың технологиясы мен әдіс-тәсілдері: CLIL интербелсенді әдіс, саралап деңгейлеп оқыту технологиясы, дамыта оқыту технологиясы, топтық жұмыс, блиц-турнир, сұрақтар мен жауап,деңгейлік тапсырмалар,сәйкестеңдіру кестесі.Бақылау әдісі,іздену жұмысы. Кері байланыс әдісі, металдарды кеcуге материалдарын еңгізу.
Пәнаралық байланыс: Материалтану, дәнекерлеу конструкция өндірісі, арнайы технология, сызу Worldskills стандарттарының ерекшілігі (WSSS)
Сабақты жабдықтау: Презентация слайд №1
1.Үлестірмелі материалдар : Оттегілі кесу кезіндегі деформациясына байланысты плакаттар, буклеттер, рефераттар. Сәйкестендіру тесті, үлестірмелі қағаздары, оқулықтар, бағалау парақтары. Таратпа материалдар, логикалық сұрақтар, оқулықтар. Тақырыпқа сай жазылған слайдтар.
2.Оқытудың техникалық жабдықтары: Ноутбук, , слайдтар.
3.Оқыту орны: ZOOM платформасы
Негізгі әдебиттер:
1. Н. И. Никифоров, С.П. Нешумова, И,А. Антонов, Б,Ә. Әлиев.
«Газбен пісірушілер мен кесушілердің анықтамасы.» 2016ж
2. Т. Шакирова, А. Маметеупиев « Газ және электрмен пісіру» 2015ж
3. А. Тапалов «Газ және электрмен пісірушіні өндірістік оқыту» 2015ж
Қосымша әдебиеттер:
1.Д.Сарсенбаев «Сварка и резка металлов» 2008ж.
2. Н.Н. Остапенко,Н.Н. Кроповницкий «Металдар технологиясы»
3. Н. Дәулетбаева, А.Сыздықова « Газэлектрмен дәнекерлеу» 2010ж.
https://ust.kz/word/metall_kesy-136103.html
Тақырыбы: «Оттегілі кесу кезіндегі деформация»
Металды кесуге дайындық
Дәнекерлеу кезінде де, кесу кезінде де кесілген элементте және қалдықтарға түсетін металда деформациялар пайда болады. Деформациялар кесу алдында белгіленгендермен салыстырғанда элементтің пішіні мен өлшемдерінің өзгеруімен көрінеді. Парақтың жазықтығындағы деформациялар элементтің қысқаруы, ұзаруы немесе бүгілуі түрінде көрінеді. Кесілген элементтердің мөлшеріне байланысты иілу вогнуты немесе дөңес болуы мүмкін. Үлкен өлшемдегі кесілген элементтер, әдетте, вогнуты бар (сурет. 87). Кішкентай ені бар элементтер (100 мм-ге дейін) дөңес иілуге ие болады.
http://aksu-college.rka.kz/images/sampledata/03.pdf
Сур. 87. Кесу кезінде дайындаманы деформациялау схемасы: a-кесу тізбегі, B - кесілген дайындама, f-иілу бумы
Оттегі кесу кезінде деформациямен күресудің жолдары: ұтымды кесу технологиясы, кесу ұштарын қатаң бекітуді қолдану, кесілген элементті алдын-ала жылыту, жасанды салқындатуды қолдану және т. б.
Рационалды кесу технологиясына кесудің басталуын дұрыс таңдау, дұрыс кесу тізбегін құру, ең жақсы кесу режимін таңдау кіреді, атап айтқанда, тым күшті қыздыру жалынын қолдануға болмайды, дайындамаларды бүкіл парақтан емес, алдын-ала кесілген карталардан кесуге болмайды.
Кесілген жолақтың иілу бум шамасы кесу кезінде қолданылатын сызықтық жылу энергиясына, кесу ұзындығының квадратына тура пропорционал және кесілген жолақтың енінің квадратына кері пропорционал (сурет. 88).
https://ust.kz/word/metall_kesy-136104.html
Сур. 88. Әр түрлі ені бар кесілген жолақтардың иілісі: 1-прокат парағы, 2-ені в1 және f1 иілу жолағы, 3-ені в2 және f2 иілу жолағы
Сызықтық жылу энергиясы-кесу ұзындығының сантиметріне келетін кесілген бөліктің (жолақтың) металына кесу кезінде енгізілген жылу мөлшері. Кесілген жолаққа жылу жалынымен және болаттың жануынан енгізіледі.
Кесу жылдамдығы сызықтық жылу энергиясының мөлшеріне әсер етеді: кесу жылдамдығы неғұрлым жоғары болса, сызықтық жылу энергиясы соғұрлым аз болады, сондықтан деформация соғұрлым аз болады.
Кесілген жолақтың иілу жебесі кесу ұзындығына квадраттық тәуелділікте орналасқан. Мысалы, егер ұзындығы 1000 мм кесілген жолақтың иілу көрсеткісі 1 мм болса, онда жолақтың ұзындығы 2000 мм болса, иілу көрсеткісі 4 мм болады.
Кесілген жолақтың ені кесу кезінде деформацияға байланысты металдың қаттылығын сипаттайды. Үлкен парақтың ішінде тікбұрышты пішінді бөлікті кесу керек делік (сурет. 89, а). Үлкен, демек, ең қатаң парақтың ішіндегі алғашқы кесу, әдетте, басқаларында пайда болатын ауытқулармен салыстырғанда аз ауытқуды тудырады
Сур. 89. Парақ ішіндегі бөлшектерді кесу тәртібі: a-кесу реті, B - кесілген бөліктің пішіні
Таңбалау бойынша кесу кезінде бөліктің деформациясы (иілісі) оның енін өзгертпестен жүреді. Белгілеусіз кесу (мысалы, бағдарламалық жасақтамамен жұмыс істейтін машиналарда) машина кескішінің ығысуына байланысты кесілген бөліктердің енінің өзгеруіне әкелуі мүмкін (кесудің теориялық сызығы нақты сызыққа сәйкес келмейді).
Бөлшектерді машинамен кесу кезінде бөліктің бүкіл периметрі бойынша бір уақытта бірнеше кескішпен үздіксіз "алдын-ала" кесуді қолдану керек.
Үлкен парақтың жолақтарын бір кескішпен кесу кезінде олар әртүрлі ауытқуларға ие болады (сурет. 90). Бұл әрбір келесі жолақты кесу кезінде кесілген парақтың қысылуының (қаттылығының) әр түрлі деңгейіне байланысты.
https://ust.kz/word/metall_kesy-136103.html
Сур. 90. Бір кескішпен кесу кезінде дайындамалардың деформация сызбасы: а-кесілген Парақ, б - кесілген дайындамалар; 1 - 9-кесу реті
Кесілген жолақтың иілу шамасы оның енінің квадратына кері пропорционал. Мысалы, егер сіз жолақтың енін екі есе арттырсаңыз, онда иілу буынының мөлшері төрт есе азаяды.
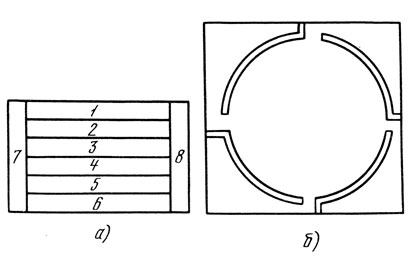
Кесу ұштарын қысу (сурет. 92) жиектер бойымен деформацияны азайтуға болады. Бастапқыда бойлық кесу оларды соңына дейін жеткізбестен жасалады, содан кейін көлденең; содан кейін кесілген жолақтар шамамен бірдей мөлшерде деформацияға ие болады. Парақтың іргелес бөліктері арасындағы бұл кесілмеген жерлер секіргіштер деп аталады. сондай-ақ қиған кезде фигуралы бөлшектер (сур. 92. б).
https://kk.wikipedia.org/wiki/
Сур. 92. Бүрмелермен (бөгеттермен) кесу схемасы: а-жолақтарды кесу; 1 - 6-кесілетін жолақтар, 7, 8-соңында кесілетін бөгеттер; б-дөңгелек дайындаманы кесу
Деформацияны бөлшектің кесілген жерін алдын-ала жылыту арқылы азайтуға болады, бұл металды біркелкі салқындатуға әкеледі. Бұл әдіс ұсақ және жұқа бөлшектерді кесу үшін ұсынылады. Металл 300 - 500°C температураға дейін қызады, сонымен қатар қиын кесілген және қатайтылған болаттардың микроқұрылымдарын қалыптастыруға бейім.
Деформациялардың төмендеуі жылу әсер ету аймағының су ағынымен үздіксіз салқындату арқылы да қол жеткізіледі.
Парақтың жазықтығынан тыс деформациялар пайда болмас үшін, кесу кезінде қыздыру әсерінен оның салбырауына жол бермеу керек. Сондықтан кесу көптеген тіректері бар сөрелерде жасалуы керек.
Жоғары легирленген болаттарды кесу кезінде олардың құрамындағы легірлеуші элементтер кесу аймағындағы металдың пайда болуына және қасиеттеріне әр түрлі әсер ететінін ескеру қажет.
Хром 400 - 800°C температура аралығында астық шекаралары бойымен түсетін карбидтер түзеді, Бұл коррозияға қарсы тұрақтылықтың төмендеуіне әкеледі. Хром карбидтерінің түзілу процесі көрсетілген температураларда әсер ету ұзақтығына байланысты. Құрамында хром бар болат өзін-өзі қатайтуға және қаттылықты арттыруға қабілетті. Үлкен қалыңдықтағы хром болаттарын кесу кезінде олардың бетіндегі қыздыру аймағының ені үлкен болады. Никель әлсіз тотығады. Құрамында 2% - дан аспайтын никель бар хромды болаттар кальцийленудің жоғарылауына ие, бұл шеттерде жарықтар тудыруы мүмкін. Марганец, керісінше, жақсы тотығады. Марганец мөлшері 2% - ға дейін болған кезде болатты кесу арнайы әдістерді қажет етпейді, бірақ марганец мөлшері жоғары болған кезде металлдың жиектеріндегі қаттылығы едәуір артады.
Дайындық операциялары барысында кесу сызығы мен кесу маңы аймағы тоттан, қабыршақтан, лак-бояу жабындарының қалдықтарынан механикалық тәсілмен тазартылуы тиіс. Май ластануын органикалық еріткіштермен алып тастау керек. Жұмыс аймағында ластанудың болуы жиектердің өнімділігі мен сапасының төмендеуіне әкеледі.
Сонымен қатар, ластаушы заттар жоғары температурада химиялық реакцияларға түсіп, шлам түрінде кесудің артқы жағына жабысатын қажетсіз қосылыстар түзуі мүмкін.
Газ-оттекті кесу технологиясы мен
Газ-оттекті кесу жабдықтары
Газ-оттекті кесу технологиясы мен Газ-оттекті кесу жабдықтары деп металды газ жалынының тұтану температурасына дейін қыздыруды пайдалануға жəне металдың тотығуының экзотермиялық реакциясына негізделген металды бөлу тəсілі. Металл тотығын жою үшін кескіш оттегі ағынының кинетикалық энергиясы пайдаланылады. Кесу кезінде жылу көзі ретінде жанарғының (резак) қыздырушы жалыны мен темір мен болат қоспаларының тотығуының экзотермиялық реакциясы қолданылады.
Кесу алдында түтін шығуының аздау болуы және кесу сапасын жоғарлату үшін, табақты металл бетін консервленген жақпа мен қағаздан тазартқан дұрыс. Жөндеу немесе демонтаж жұмыстарын жүргізгенде, металл бетін кесу алдында тазартпауғада болады. Бірақ кесетін жерінде бояуларды, дақтарды осы бөлікше бойынша қосымша доға оттының электрлік байланысы болу үшін тазарту керек.
Металдарды кесу процесін дайындау және жүргізу кезінде мынадай талаптарды сақтау қажет:
Кесу сызығы бойымен және оған іргелес аймақты 10-15 см мұқият тазалаңыз. ескі бояудың, май дақтарының, майлау материалдарының іздерін алып тастау керек. Мұндай ластанудың болуы өртке немесе тіпті жарылысқа әкелуі мүмкін. Мүмкіндігінше тотты тазарту керек. Ол жылу изоляторы ретінде әрекет етеді және кесуді баяулатады.
Оттекті кесуде колданылатын кескіштер
Кескіштер оттекті кесудегі негізгі құрал болып табылады.Олар жанғыш газ немесе сұйықтық пен оттегін араластырады,жалын мен кесу сызығы бойынша металды қыздырады және кесу аймағына оттегінің ағынын бағыттайда кеседі. Кескіштер төмендегідей жіктеледі: бөлуге және бетті кесуге арналған; қолмен, машинамен және арнайы кесуге арналған,ацетилен мен оны айырбастайтын газдарға арналған кескіштер.Қызмет принциптеріне қарай кескіштер инжекторлы немесе инжекторсыз,ал құрылымына қарай алдын-ала немесе іштей газ араластыратын,саңылаулы,көп жалынды деп бөлінеді.Өндірісте қолмен кесетін инжекторлы әмбебап кескіштер кең қолданылады. Олар қалыңдығ 3-3000 мм болатын металдарды бөліп кесе алады.
https://infourok.ru/pisiru-orindarin-gazben-korektendiretin-ral-zhabditar-2436120.html
Газ-оттекті кесуге арналған шарттар
Металл кесу технологиясын сәтті қолдану үшін бірқатар міндетті шарттар сақталуы керек:
Материалдың балқу (Тплав) температурасы оттекті ортада жану (Твоспл) температурасынан асуы тиіс. Айырмашылық балқыманың ағып кетуіне және кесу аймағының негізсіз кеңеюіне жол бермеу үшін кем дегенде 50 °C болуы керек.
Сонымен, құрылымдық қорытпалар үшін жылу=1540 °C,
ал Твоспл = 1150 °C. көміртегі мөлшерінің жоғарылауымен балқу температурасы төмендейді. Бұл шойын мен жоғары көміртекті қорытпаларды қарапайым кескішпен кесуді қиындатады.
Кесілген материалдың жылуы оның бетіндегі оксидті пленкалардың жылуынан асып кетуі керек. Отқа төзімді оксид пленкасы оттегінің металл бетіне жетуіне жол бермейді және жану реакциясы басталмайды. Сонымен, хром оксидтері мен құрылымдық Болаттың 3-де сәйкесінше 2270 және 1540 °c балқу температурасы бар, бұл жағдайдан шығудың жолы оксид пленкасымен әрекеттесетін және оны төменгі балқу температурасы бар заттарға айналдыратын ағынды ұнтақты қолдану болуы мүмкін.
Оттекті кесу технологиясы.
Кесу үрдісі металды оттегінде тұтану температурасына дейін қыздыру,дан басталады, одан соң кескіш оттегі ағынын кесу сызығына бағыттап кескішті жылжытып отырады.
Кескіш оттегі қысымы кесілетін металл қалыңдығы мен оттегінің тазалығына байланысты таңдалады.
Металдардың қалыңдығы, мм 5...20 20...40 40...60 60...100 100...200
Оттегінің қысымдары Р, МПа 0,3...0,4 0,4...0,5 0,5...0,6 0,7...0,9 1
https://ust.kz/word/metall_kesy-136103.html
 Жүктеу
Жүктеу Бөлісу
ЖИ арқылы жасау
Файл форматы:

docx

09.06.2021

377
Жүктеу
ЖИ арқылы жасау
Жариялаған:
Бұл материалды қолданушы жариялаған. Ustaz Tilegi ақпаратты жеткізуші ғана болып табылады. Жарияланған материалдың мазмұны мен авторлық құқық толықтай автордың жауапкершілігінде. Егер материал авторлық құқықты бұзады немесе сайттан алынуы тиіс деп есептесеңіз,
шағым қалдыра аласыз
шағым қалдыра аласыз
Қазақстандағы ең үлкен материалдар базасынан іздеу
Сіз үшін 400 000 ұстаздардың еңбегі мен тәжірибесін біріктіріп, ең үлкен материалдар базасын жасадық. Төменде керек материалды іздеп, жүктеп алып сабағыңызға қолдана аласыз
Сайтқа 5 материал жариялап, тегін АЛҒЫС ХАТ алыңыз!

Сайтқа 25 материал жариялап, тегін ҚҰРМЕТ ГРОМАТАСЫН алыңыз!

Министірлікпен келісілген курстар тізімі