ЖИ көмекші
ЖИ көмекші




жүктеу мүмкіндігіне ие боласыз
Бұл материал сайт қолданушысы жариялаған. Материалдың ішінде жазылған барлық ақпаратқа жауапкершілікті жариялаған қолданушы жауап береді. Ұстаз тілегі тек ақпаратты таратуға қолдау көрсетеді. Егер материал сіздің авторлық құқығыңызды бұзған болса немесе басқа да себептермен сайттан өшіру керек деп ойласаңыз осында жазыңыз
 27 Наурыз 2025
27 Наурыз 2025 149
149
Металды шабу және кесу
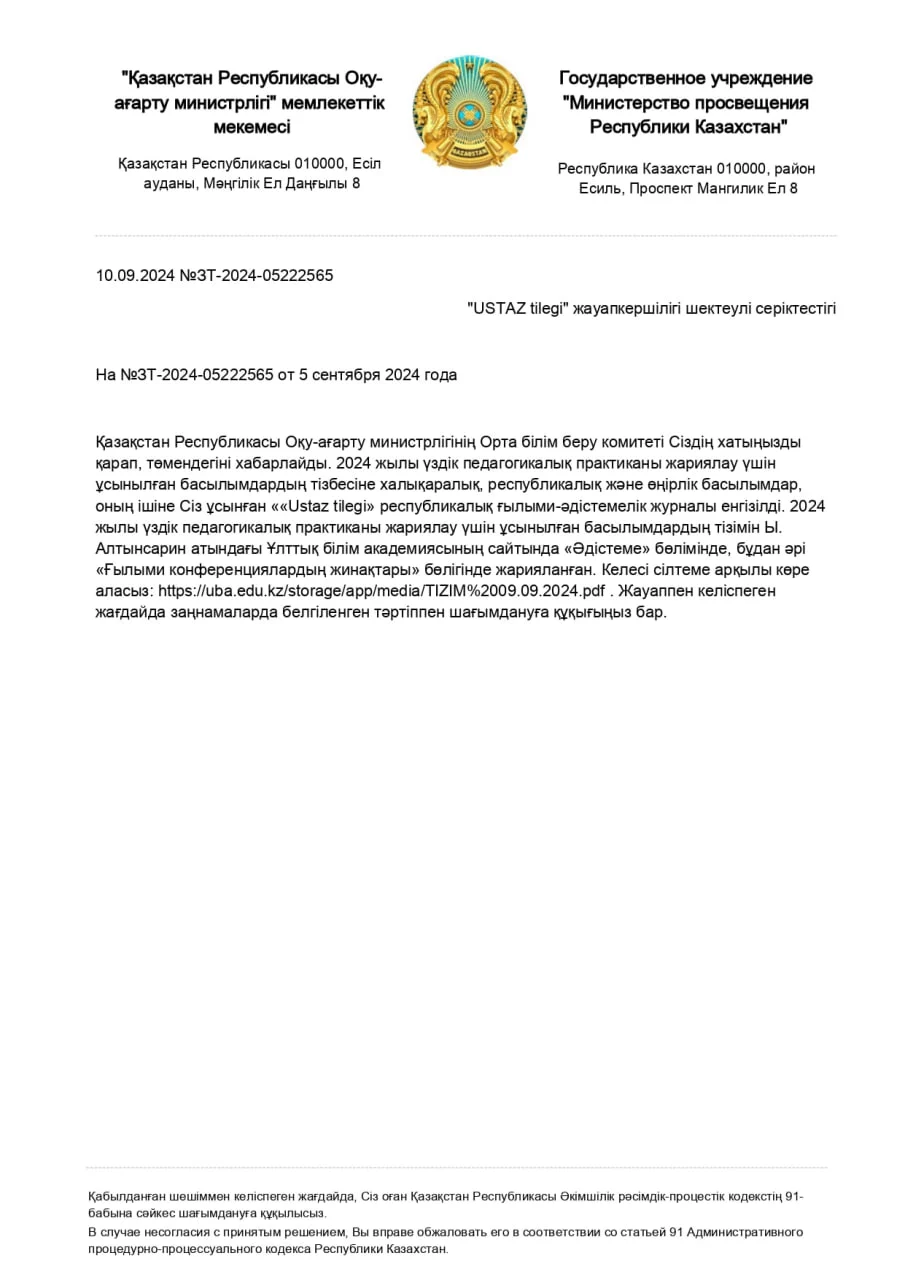
ҚАЗАҚСТАН РЕСПУБЛИКАСЫНЫҢ ОҚУ-АҒАРТУ МИНИСТРЛІГІ
Алматы қаласы Білім басқармасы
«Алматы электрмеханикалық колледжі» КМҚК
Бекітемін
Басшының ОӨЖЖ орынбасары
___________Асгат Р
___ _________20__ж.
№____
Өндірістік оқыту сабағының жоспары
Тақырыбы: Металды шабу, кесу.
Модуль: КМ01. Құрастыру процесінде бөлшектер мен тораптарды слесарлық өңдеуді орындау.
Пән атауы: Автокөлік құрылымы
Өндірістік оқыту шебері Әлнұрқызы Назым дайындады
-
_ жылғы "__" ____________
-
Жалпы мәліметтер
|
Курс, топ |
АЭ-116 |
|
Сабақтың түрі |
өндірістік оқыту |
|
Мақсаты, міндеттері |
Слесарлық тәжірибе кезіндегі нұсқау сабағы, жұмыс орнындағы қауіпсіздік ережесімен таныстыру. Өлшеу саймандары. Белгі салу. |
|
Күтілетін нәтижелер |
2. Оқу шеберханасындағы белгі салуды жұмыс принциптерін біледі |
|
Қажетті ресурстар |
Нұсқау карталары, арнайы киімдер, стендтер Шабу құралдары: балға, слесарлық шапқы, крейцмейсель, ойықтағыш т.б. |
Сабақтың барысы
Өндірістік оқыту сабағының негізгі кезеңдері және уақыт бойынша ұзақтылығы
|
№ |
Мазмұны |
Уақыт |
Мазмұн нысаны |
||
|
2.Ұйымдастыру кезеңі (ұзақтығы - 5 минут) |
|||||
|
1.Сабаққа қатысуын тексеру 2.Сыртқы келбетін тексеру. 3.ТҚ қысқаша нұсқау беру. |
1 2 2 |
1.Студенттердің қатысуын тексеру 2.Студенттердің сыртқы түрін(арнайы киімнің болуы) тексеру. 3.ТҚ журналына қол қойдыру. |
|||
|
3.Кіріспе нұсқау (ұзақтығы - 35 минут) |
|||||
|
1.Сабақтың өту барысын түсіндіру. 2.Өткен сабақ бойынша студенттің білімі мен дағдысын тексеру. 3.Тәжірибелік жұмыс туралы мағлұмат беру. |
2 8 25 |
1.Сабақтың тақырыбын хабарлау, мазмұнын түсіндіру. 2.Өткен тәжірибелік жұмыстар туралы еске түсіру ; 3.Тәжірибелік жұмысты атқару ретімен таныстыру. |
|||
|
Жаңа тақырыптың мазмұны мен жүйесі Металдарды шабу деп дайындамадан металл қабаты бөлігін алынатын немесе дайындаманы бөліктерге бөлетін өңдеу операциясы. Крейцмейсель немесе шапқының жұмыс кескіш бөліктерінің пішіндеріне сәйкес сынаның әсері, металдарды шабудың физикалық негізі болып табылады. Металдарды шабу операциясы дайындамаларды станокта өңдеу қиын немесе тиімсіз болған жағдайда қолданылады. Металдарды шабу арқылы дайындаманың бетін тегістеуге, оның бетіндегі қатты қабатты шабуға, бөлшектердің үшкір жиектерін өңдеуге, жырықшалар мен ойықтарды алуға, қалыңтыр металдарды бөліктерге бөлуге және т.б. болады. Металдарды шабу, әдетте, іскенжелердің көмегімен жүргізіледі. Қалыңтыр металдарды бөліктерге шауып бөлуді тегіс металл плиталардың үстінде жүргізуге болады. Металдарды шабу кезінде негізгі кескіш аспаптар ретінде крейцмейсель немесе шапқы, ал соғу аспабы ретінде балға қолданылады. Слесарлық шапқы сурет бұл аспапты көміртекті болаттан дайындалған стержень. Ол үш бөліктен тұрады: - соғатын бөлігі - ортаңғы бөлігі - жұмыс кесу бөлігі. Шапқының соғатын бөлігі жоғары қарай жіңішкеріп, ал төбесі дөңгеленіп жасалған. Шапқының ортаңғы бөлігі шабу кезінде ұстауға арналған. Жұмыс кесу бөлігі сына тәрізді. Сынаның үшкірлеу бұрышы өңделетін материалдың қаттылығына байланысты таңдалып алынады.
сурет . Слесарлық шапқы: соғатын бөлігі ортаңғы бөлігі жұмыс бөлігі кесу жиегі
2-сурет. Шабуға арналған аспаптар а-шапқы, б-крейцмейсель, в-ойықтағыш \ Кеңінен қолданылатын материалдарды шабуға ұсынылатын сынаның үшкірлеу бұрыштарының мәндері: - қатты материалдар үшін қатты болат, шойын 70 о - қаттылықтары орташа материалдар үшін болаттар 60 о - жұмсақ материалдар үшін мыс, жез 45 о - алюминий қорытпалары үшін 35 о. Шапқының соғатын және кесетін бөліктері термиялық шынықтыру, жұмсарту өңделеді. Шапқының шынықтырылу дәрежесін егеу арқылы анықтауға болады. Ол үшін егеуді шапқының шынықтырылған бетімен жүргізеді. Егер егеу шапқының бетімен «сырғанайтын» болса, онда ол жақсы шынықтырылған. Крейцмейсель шапқыға үқсас аспап, айырмашылығы, оның кесу жиегі жіңішке. Крейцмейсель жіңішке ойықтар мен жырықшаларды шабуға арналған. Крейцмейсельмен металдардың қалың қабатында бірнеше жырықшалар ойылып, олардың арасындағы металды шапқымен шабады. Әр түрлі пішінді ойықтарды шабу үшін арнаулы крейцмейсельдер қолданылады. Олардың айырмашылығы тек кесу жиегінің пішінде ғана. Слесарлық балғалар Металдарды шабу кезінде екі түрлі балғалар қолданылады: соғатын бөлігі дөңгелек және квадрат пішінді. Балғаның негізгі сипаттамасы оның салмағы болып табылады. Соғатын бөлігі дөңгелек слесарлық балғалар алты номерлі болып дайындалады. Салмағы 200г №1 балға саймандық , сондай-ақ таңбалау және түзету жұмыстары үшін; салмағы 400г №2, 500г №3 және 600г №4 балғалар-слесарлық жұмыстар үшін; 800г №5 және 1000г №6 балғалар сирек (жөндеу жұмыстарында) қолданылады. Соғатын бөлігі квадрат слесарлық балғалар сегіз номерлі болып дайындалады: салмағы 50г №1, 100г №2 және 200г №3- слесарлық-саймандық жұмыстар үшін; 400г №4, 500г №5, 600г №6 балғалар -слесарлық жұмыстар үшін: шабу, ию, тойтармалау және т.б.; 800г №7 және 1000г №8 балғалар сирек (жөндеу жұмыстарында) қолданылады. Жинау үшін қолданылатын балғалар салмағы 750г-2кг. Ауыр жұмыстар үшін салмағы 4 тен 16 кг дейінгі кувалда деп аталатын балғалар қолданылады.
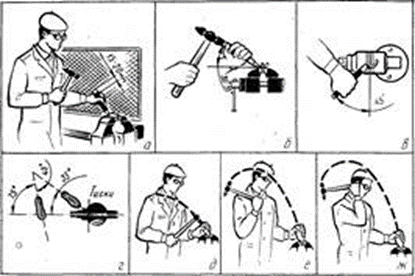
3-сурет. Балғалар а-басы квадратты балға, б- басы дөңгелек балға, в-жұмсақ металл орнатылған балға, г-ағаш балға (киянка), д-саптарын сыналау. Балғалар 50 және 40 Х маркалы болаттан, сондай-ақ У7 және У8 маркалы аспаптық көміртекті болаттардан дайындалады. Балғаның жұмыс бөліктері дөңгелек немесе квадрат соғатын бөлігі және сына тәрізді екінші жақ бөлігі термиялық өңдеуден өткізіледі. Балғаларды ағаштардың қатты түрлерінен қайың, емен, қара ағаш, тобылғы және т.б. және синтетикалық материалдардан дайындалған саптарға бекітеді. Саптардың көлденең қимасы сопақ, овал тәрізді және бос ұшына қарай жуандайды. Олардың кіші көлденең қимасының үлкен көлденең қимасына қатынасы 1:1,5 тең. Саптың балға отырғызылған ұшы ағаш немесе металл сыналармен бекітіледі. Металдарды шабу кезінде денені дұрыс ұстаудың жұмысшының денесі мен аяғын ұстауы, кескіш аспаптарды дұрыс ұстаудың және балғамен соғуды орындау техникасының маңызы зор. Балғамен соғу кезінде дененің ауырлық центрі тұрақты болуы керек. Ол үшін жұмысшының денесі тік және қысқыш осіне 45 о шамасында жартылай бұрылып, табандарының ось сызықтары 40 о болатындай сол жақ аяғы жарты қадам алға қарай тұруы керек 4- сурет, а, г. Шапқыны оның соғатын бөлігінің шетінен 15-20 мм төмен, ортаңғы бөлігінен ұстау керек. Шапқының кесу жиегі жаңқа алынатын сызыққа кесу сызығы қойылады. Шапқының бойлық осі өңделетін металдың бетіне 30-35 о бұрышпен, ал қысқыштың бойлық осіне 45 о бұрышпен орналасқаны дұрыс 4- сурет, б, в. Балғаны, оның сабының шетінен 15-20 мм төмен, оң қолмен ұстайды. Балғаның сабын барлық саусақтармен қатты қысып, шапқының соғатын бөлігінің тең ортасынан қатты соғу керек. Балғамен соғуды орындау білектің, шынтақтың немесе иықтың көмегімен болуы мүмкін 4- сурет, д, е, ж. Білектің көмегімен соғу кезінде балғаны серпу тек оң қолдың білегі арқылы іске асады. Мұндай соғу тек металдарды өте дәл шабу немесе жұмсақ металдың жұқа қабатын алу кезінде қолданылады. Шынтақтың көмегімен соғу кезінде оң қол шынтақтан бүгіледі. Қатты соққы алу үшін оны тез жазады. Бұл әдіс шабу кезінде өте жиі қолданылады.
4- сурет. Шабуды орындау техникасы: а - жұмыс істеушінің денесін ұстауы б - шапқының өңделетін бетке көлбеулігі в - шапқының іскенженің бойлық осіне көлбеулігі г - жұмыс істеушінің аяқтарының орны д - білектің көмегімен соғу е - шынтақтың көмегімен соғу ж - иықтың көмегімен соғу
Иықтың көмегімен соғу кезінде жұмысқа оң иық және оң қолдың білегі қосылады. Бұл әдісте, балғаны жоғары қатты серпіп қайта түсіргенде, соққының күші ең көп болады. Иықтың көмегімен соғу металдардың қалың қабатын шабу үшін қолданылады. Соққының күші жұмыстың түріне сәйкес болуы керек және балғаның салмағы мен сабының ұзындығы ескеріледі. Балғаның салмағы ауыр және сабы ұзын болса, соққының күші де көп болады. Іскенжелерде металдарды шабу үшін берік және салмақты іскенжелер қолданылады. Шабу іскенженің бетімен бірдей немесе одан жоғары деңгейде жүргізіледі. Іскенженің бетімен бірдей деңгейде жұмсақ, жіңішке, қалыңтыр металдар, ал одан жоғары дейгейде жалпақ бетті дайындамалар шабылады. Морт материалдарды шойын, қола шеті жарылып, сынып кетпес үшін, шетінен ортасына қарай шабады. Шабудың соңында балғаның шапқыны соғу күші азайтылады.
Шабу әдісі
Қалындығы 2мм-ге дейінгі
беттік металдарды көбіне бір соққы мен шауып бөледі, сондықтан оның
астына жұмсақ болаттан дайындалған төсемдер орналастырады.
Беттік металдан дайындамалар
шауып алу үшін дайындалатын бөлшек контурын таңбалағаннан кейін
дайындаманы плитаға орналастырады да таңба б
5-сурет. Тілімшелерді шабу
шапқыны кесу жиегі таңба сызығымен бағыттас, енкіш етіп орналастырады (6-сурет); балғаға жеңіл күш түсіріп, контурды біртіндеп шабу арқылы шапқыны тік қалыпқа енгізеді шапқыға ауыр соққы беру арқылы контурды шабады. Шабу кезінде шапқыны жылжытқанда, оның кесу жиегінің шамалы бөлігі шабылған ойықта қалып отыруы керек. Сонда шабылған бет тегіс болады.
6-сурет. Беттік металдарды шабу кезіндегі шапқыны орналастыру:
а-енкіш, б-тік қалыпта, в-контурды шабу
Металдарды шабу кезінде кескіш аспаптар мұқалып, өтпей қалуы мүмкін. Соңдықтан, оларды қайрап, қалпына келтіріп отыру керек. Қайрау кезінде кескіш аспаптардың кесу жиектері қатты қызып кетпес үшін, оларды қайраққа немесе ажарлау шеңберлеріне күшпен қысып жақындатуға болмайды. Сол сияқты, қайралатын бөлігін 5 сода араласқан суға әлсін-әлсін суытып отыру керек. Кесу жиектерінің қайралу бұрыштары 70 о, 60 о, 45 о және 35 о ойықтары бар арнаулы шаблондардың көмегімен тексеріледі. Металдарды шапқымен немесе крейцмейсельмен шабу кезінде келесі қауіпсіздік техникасы ережелерін орындау керек: қорғағыш көзілдіріктерді пайдалану қолды балғамен ұрып алмау үшін әсіресе жаңа үйрену кезінде шапқыға сақтандырғыш резина шайбасын кигізу қажет қатты және морт материалдарды шабу кезінде жұмыс орнын арнаулы торлармен немесе қалқандармен қоршау керек тек жұмысқа жарамды аспаптармен жұмыс істеу керек. |
|||||
|
6. Шебердің іс жүзінде жұмыстың орындалу әдіс – тәсілін көрсету (45 минут) |
|||||
|
1.Оқу шеберханасындағы өлшеу аспаптарымен таныстыру. 2. Оқу шеберханасындағы стендтердің жұмыс принциптерімен таныстыру Білім алушылардың атқаратын жұмысы 1. Оқу шеберханасындағы өлшеу аспаптарымен танысады. 2. Оқу шеберханасындағы стендтермен жұмыс принциптерімен танысады |
|||||
|
7.Ағымдағы нұсқау (ұзақтығы 170 минут) |
|||||
|
1.Бірінші мақсаттық тексеріс Мақсат: Жұмыс орнын ұйымдастыру, студенттердің тәжірибелік тапсырманы орындауға дайындығы 2.Екінші мақсаттық тексеріс Студенттерді тексеріс уақытында қадағалайтын сәт 3.Үшінші мақсаттық тексеріс Студенттердің жұмысын демонстрацияға дайындау |
10 140 20 |
|
|||
|
7.Қорытынды нұсқау (ұзақтығы - 15 минут) |
|||||
|
1.Топпен жұмысты талқылау 2. Ескертулер 3.Үй тапсырмасы 4.Бағалау |
5 3 2 5 |
1.Жұмысты орындауда білім сапасы. Топтың нәтижелі жұмыс (өзара көмек, өзара сыйластық, ұжымда жұмыс істей білу) соңына жетуі. 2.Қателікті талдау 3.Тақырыпқа байланысты қосымша тапсырмалар 4.Жұмыстың сапасын бірге бағалау. Қорытынды бағалар |
|||
|
1.Сабақтың мақсатының орындалғанын хабарлау; түсініктеме беру; 2.Келесі сабақтың тақырыбын хабарлау. 3.Жұмыс орнын жинап, шеберге тапсыру. |
|||||


 ойынша(таңбадан 2-3 мм қашықтықта жүргізу керек) шабуды
жалғастырады:
ойынша(таңбадан 2-3 мм қашықтықта жүргізу керек) шабуды
жалғастырады:

 Жүктеу
Жүктеу


 Жүктеу
Жүктеушағым қалдыра аласыз


 Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген
Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген