ЖИ көмекші
ЖИ көмекші


жүктеу мүмкіндігіне ие боласыз
Бұл материал сайт қолданушысы жариялаған. Материалдың ішінде жазылған барлық ақпаратқа жауапкершілікті жариялаған қолданушы жауап береді. Ұстаз тілегі тек ақпаратты таратуға қолдау көрсетеді. Егер материал сіздің авторлық құқығыңызды бұзған болса немесе басқа да себептермен сайттан өшіру керек деп ойласаңыз осында жазыңыз
 29 Қырқүйек 2025
29 Қырқүйек 2025 81
81
Термиялық және химия-термиялық өңдеу
Қазақстан Республикасының Білім және ғылым министрлігі
Шығыс Қазақстан облысы әкімдігінің білім басқармасы
«Көлік колледжі»коммуналдық мемлекеттік қазыналық кәсіпорны
Министерство образования и науки Республики Казахстан
Коммунальное государственное казенное предприятие «Колледж транспорта»Управления образования
Восточно-Казахстанского областного акимата

ЖҰМЫСТЫҚ ДӘПТЕР №4
МЕТАЛДАР ТЕХНОЛОГИЯСЫ
пәнінен
Термиялық және химия-термиялық өңдеу
Қаржаубаева Ж.Қ.
Жұмыстық дәптер жалпы-техникалық пәндер
циклдық комиссиясының мәжілісінде қарастырылды
№___ хаттама «___ »__________ 2016 ж
комиссия төрағасы __________ Жайсембаев Н.Д
Семей, 2016 жыл
МАЗМҰНДАМА
Түсініктеме хат..............................................................................................3
1 тарау. Термиялық өңдеу..........................................................................3
§1. Термиялық өңдеу негіздері......................................................................3
§2. Күйдіру және оның түрлері.....................................................................4
§3. Шынықтыру және оның түрлері.............................................................5
§4. Жұмсарту және оның түрлері..................................................................6
Практикалық тапсырманы орындау мысалы..............................................7
1 тарау бойынша тапсырма............................................................................8
2 тарау. Химия-термиялық өңдеу.............................................................10
§5. Химия-термиялық өңдеу және оның түрлері........................................10
§6. Цементтендіру..........................................................................................10
§ 7. Азоттандыру ...........................................................................................11
§8. Нитроцементтеңдіру...............................................................................11
§9. Диффузиялық металдаңдыру..................................................................11
1-2 тарау бойынша тестік тапсырмалар.......................................................11
Түсініктеме хат
Ұсынылып отырған жұмыстық дәптер «Металдар технологиясы» пәнінің «Термиялық және химия-термиялық өңдеу» бөлімі бойынша қосалқы оқұлық ретінде қолдану үшін дайындалған. Бұл бөлімде термиялық өңдеу негіздері, түрлері және мақсаттары тұралы мәліметтер келтірілген. Әр тарауда берілген тапсырмаларда машина бөлшектерін шынықтыру, жасыту ережелері бойынша есептер және жалпы тестік тапсырмалар тағайындалған. Жұмыс дәптерінде тақырыптардың дәрістері берілген, суреттер, кестелер және сұлбалармен қалыптастырылған. Жұмыстық дәптер 2 тараудан тұрады, әр тараудың соңында бақылау тапсырмалар берілген.
1 тарау.
ТЕРМИЯЛЫҚ ӨҢДЕУ
§1. Термиялық өңдеу негіздері
Термиялық өндеу деп металдар мен қорытпаларды белгілі бір температураға дейін қыздырып, сол температурада ұстап, одан кейін әр түрлі жылдамдықпен суытуды айтады. Термиялық өндеудін мақсаты металдар мен қорытпалардың физика-химиялық, механикалық және технологиялық қасиеттерің өзгерту. Жоғарыда айтылғандай термиялық өндеу үш кезеннең тұрады: қыздыру, ұстап тұру, суыту.
Термиялық өндеудің келесі түрлері бар:
1. Күйдіру
2. Шынықтыру
3. Жұмсарту
4. Химия-термиялық өндеу
Болатты қыздырған кездегі өзгерістерін қарастырайық. Құрамында 0,83 % көміртегі бар эвтектоидтық болаттың бастапқы структурасы перлиттен (феррит пен екінші реттік цементит қоспасы) тұрады. Аустениттін изотермиялық өзгерістері 1-суретте диаграмма түрінде көрсетілген. Феррит пен цементиттің пластинкаларының қалындығы 0,6 – 1,0 мкм, бұл структураны пластинкалық перлит деп атайды. Егерде суыту жылжамдығың 100 – 1200 С секундына дейін көтерсе феррит пен цементиттің пластикалары бұл қалындыққа дейін өсіп үлгермейді, олардын қалындығы тек 0,25 – 0,35 мкм дейін өседі, бұл структура сорбит деп аталады. Суыту жылдамдығы 180 – 2000 С секундына болса, пластинкалардың өсуі ен басында тоқтап қалады (Δ = 0,1- 0,15 мкм), мынадай структура троостит деп аталады.
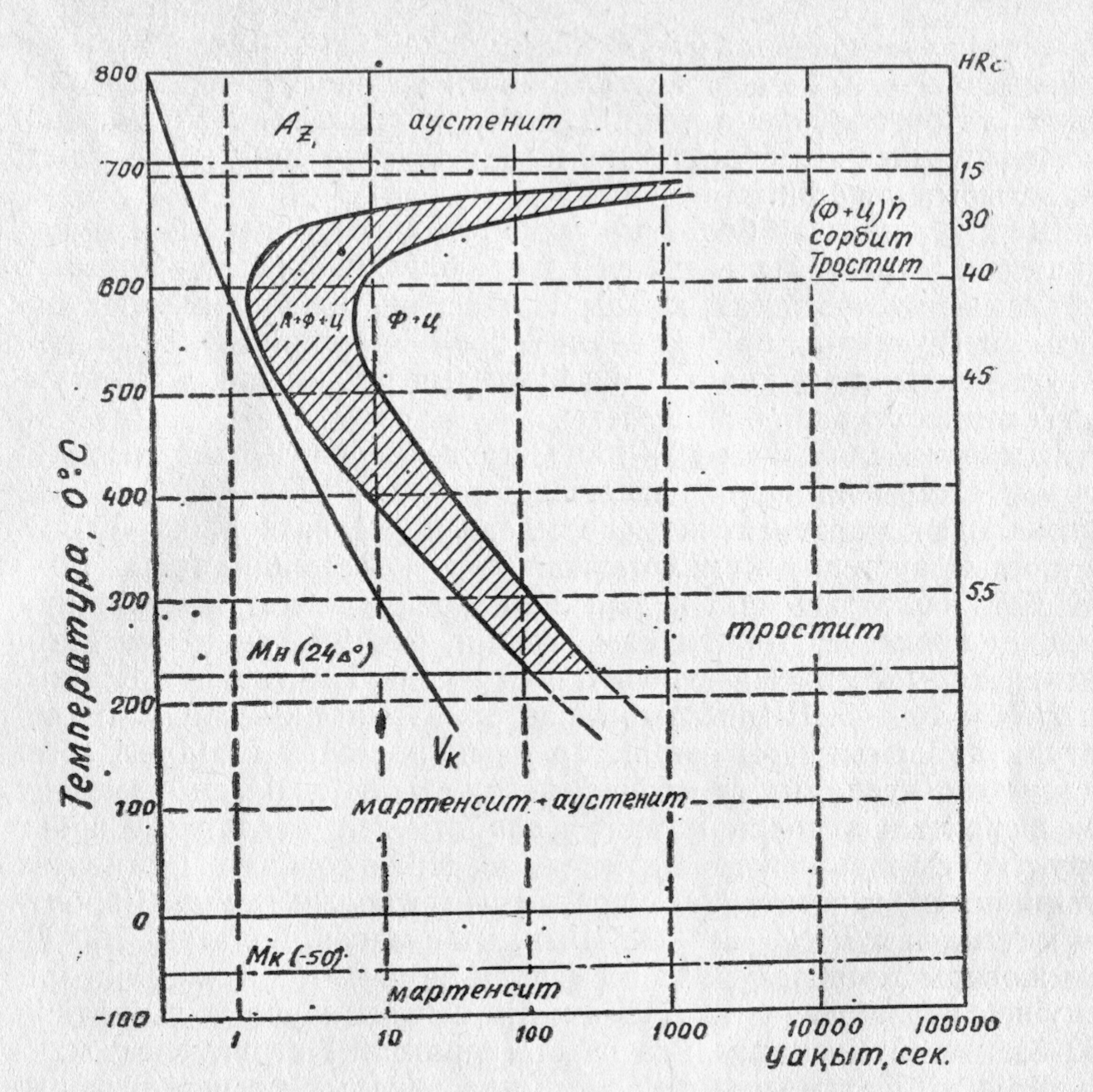
1-сурет. Эвтектоидтық болаттағы аустениттің изотермиялық өзгеру диаграммасы
Суыту температурасын 2400 С секундына және оданда жоғары жылдамдыққа өсірсе диффузиялық бөлінуге мүмкіндік болмай, қайта криссталдану диффузисыздық сипаттамаға көшеді. Темірдің атомдары γ-дан ά-ға ауысады, ал көміртегі айырылып үлгермейді де цементит құра алмайды, сондықтан ол ά торда еріп, көміртектің қатты ерітіндісің құрайды, ол мартенсит деп аталады.
§2. Күйдіру және оның түрлері
Күйдіру деп болаттарды белгілі бір температураға дейін қыздырып, сол температурада біраз уақыт ұстап, баяу суытуды айтады. Күйдірудің негізгі мақсаттары: қаттылықты түсіру, пластикалық қасиеттерін жоғарылату, ішкі кернеулерді азайту, структураны түзеу, түйіршектерді ұсақтау.
Күйдіру түрлері 2 топқа бөлінеді: бірінші топтағы күйдіру – қайтару, немесе демалыс, рекристаллизациялық күйдіру, ішкі кернеулерді жою үшін күйдіру, диффузиялық күйдіру, немесе гомогенизация; екінші топтағы күйдіру – толық күйдіру, толық емес күйдіру және изотермиялық күйдіру.
Қайтару деп - болатты 200-4000 С дейін қыздырып, пештің ішінде суытуды айтады, қайтаруды болаттағы қатты қабықшаны (наклеп) жұмсарту үшін, кристалдық тордағы ақауларды азайту үшін, физика-химиялық қасиеттерін аздап қайта қалпына келтіру үшін өткізеді.
Рекристаллизациялық күйдіру 500-5500 С температура аралығында өтеді, ішкі керенулерді жою күйдіруі 600-7000 С температура аралығында жүреді. Күйдірудің бұл түрлері прокатка, штамповка арқылы алыңған дайындамалардағы ішкі кернеулерді жояды, қаттылықты азайтады, металдың пластикалық қасиеті жоғарылайды. Суыту өте баяу болу керек.
Диффузиялық күйдіру кристалларалық ликвацияның орны болған кезде қолданылады. Күйдірудің бұл түрінен кейін болаттың структурасы түзеледі, түйіршектері сопақтан домалаққа ауысады, ұсақтау болады, бір келкі (гомогенді) болып, сондықтан күйдірудін бұл түрі гомогенизация деп аталады.
Толық күйдіруде болаттың беріктігі мен қаттылығы төмендейді. Толық күйдіруді эвтектоидқа дейінгі болаттарды кесу арқылы өндеуге жеңіл болсын деп қолданады. Толық күйдіруді GSK сызығынан 30-500С жоғары температурада қыздырып, пештін ішінде суыту арқылы жүргізеді.
Толық емес күйдіруді дайындамаларды ыстык қысыммен (прокатка, соғу) өндеген сон қолданады, кесу арқылы өндеуді жақсарту үшін.
Нормализацияны күйдіру процесін тездету үшін қолданады. Нормализацияда суытуды пеште емес, ауада, цехтің ішінде өткізеді. Толық күйдіруге кететің уақыт 13-15 сағат болса, нормализация 2-3 сағатта өтеді.
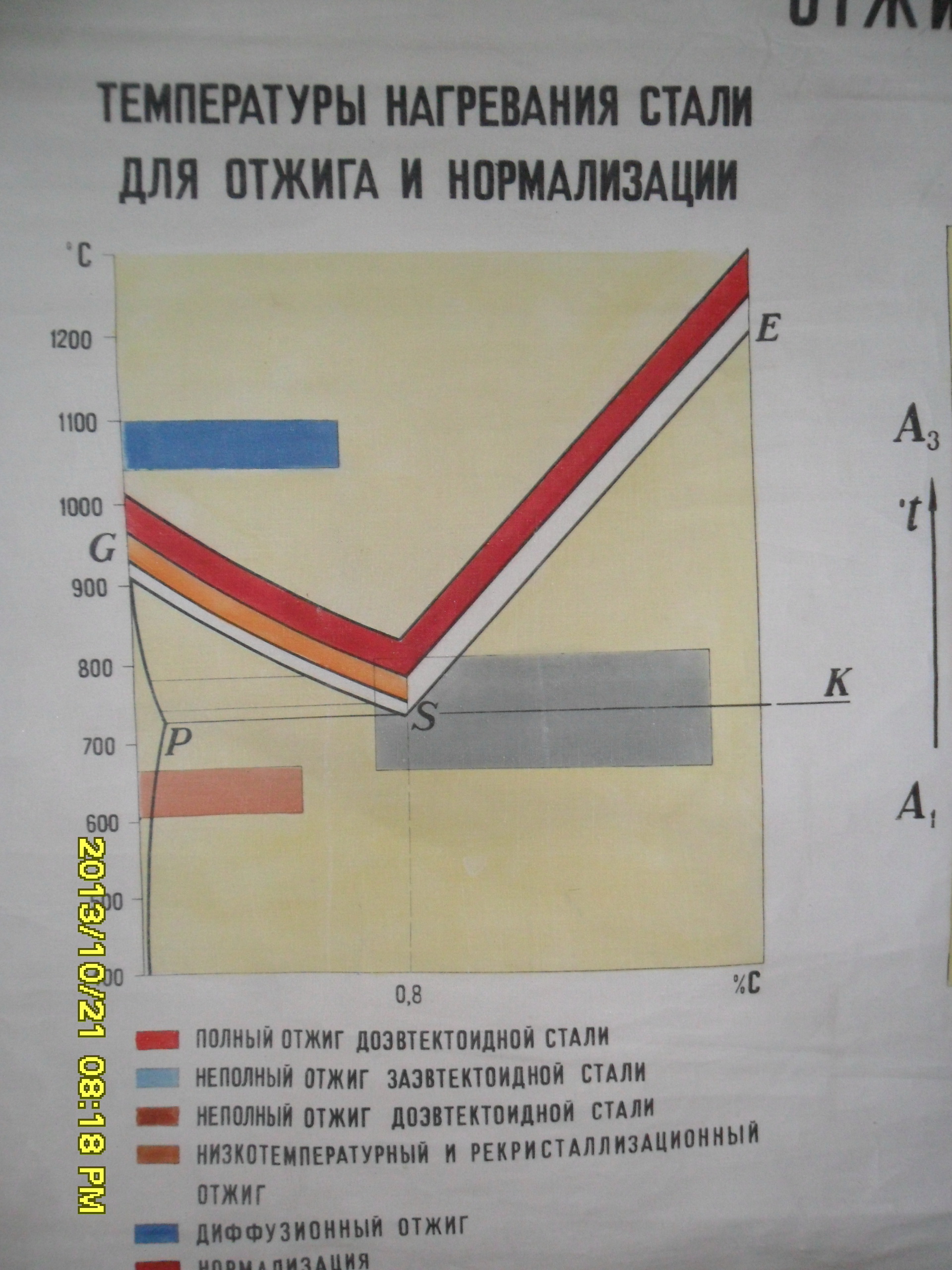
2-сурет. Күйдіру температураларының оптималды режимдері
§3. Шынықтыру және оның түрлері
Шынықтыру деп – металды GSK cызығынан 30-500 С жоғары қыздырып, сол температурада біраз уақыт ұстағаннан кейін үлкен жылдамдықпен суытуды айтады. Тез суытуң үшін су немесе май қолданылады. Шынықтырудың мақсаты – қаттылықты және беріктікті жоғарылату. Машинажасау саласындағы көптеген бөлшектерге шынықтыру өте қажет.
Осының нәтижесінде болаттың структурасы мартенситке айналып, қаттылық, беріктік, үйкеліске төзімділік қасиеттері жоғарылайды.
Шынықтыру толық шынықтыру және шала шынықтыру болып екіге бөлінеді. Қыздыру температурасы болаттың құрамындағы көміртектің мөлшеріне байланысты. Эвтектоидқа дейінгі болаттың структурасы феррит пен перлиттен тұрады. Осы болатты Ас3 нүктесінен (GS сызығы) 30-500 С жоғары температураға дейін қыздырсақ, оның структурасы феррит аустенитке айналыды, ал кризистік жылдамдықпен суытсақ – мартенситке айналады. Бұл шынықтыру толық шынықтыру деп аталады. Эвтектоидтан кейінгі болатты Ас1 нүктесінен (PSK сызығы) 30-500 С жоғары температураға дейін қыздырып толық шынықтыруды жүргізеді.
Термиялық өндеуде суытқыш орта ретінде су, ауа, синтетикалық және өсімдік майлар, тұздар еретіндісі пайдаланылады. Суда шынықтырылған болаттың кемшілігі оның майсыздануында және онда сызаттар мен ішкі кернеулердің пайда болуында. Осы кемшіліктерге жол бермеу үшін болатты суыту жылдамдығы әр түрлі ортада суытады.
Шынықтыру әдісі мынадай түрлерге бөлінеді: бір суытқыш ортада шынықтыру, үзілісті шынықтыру, изотермиялық шынықтыру, сатылы шынықтыру, жергілікті шынықтыру. Бір суытқыш ортада шынықтыру техникада жиі қолданылады. Шынықтырудың бұл түрінде болат белгілі температураға дейін қыздырылып, сол температурада біраз уақыт ұсталғаннан соң, белгілі ортада, су немесе май, кризистік жылдамдықтан жоғары жылдамдықпен суытылады. Көміртекті болаттар суда, легірленген болаттар майда шынықтырылады.
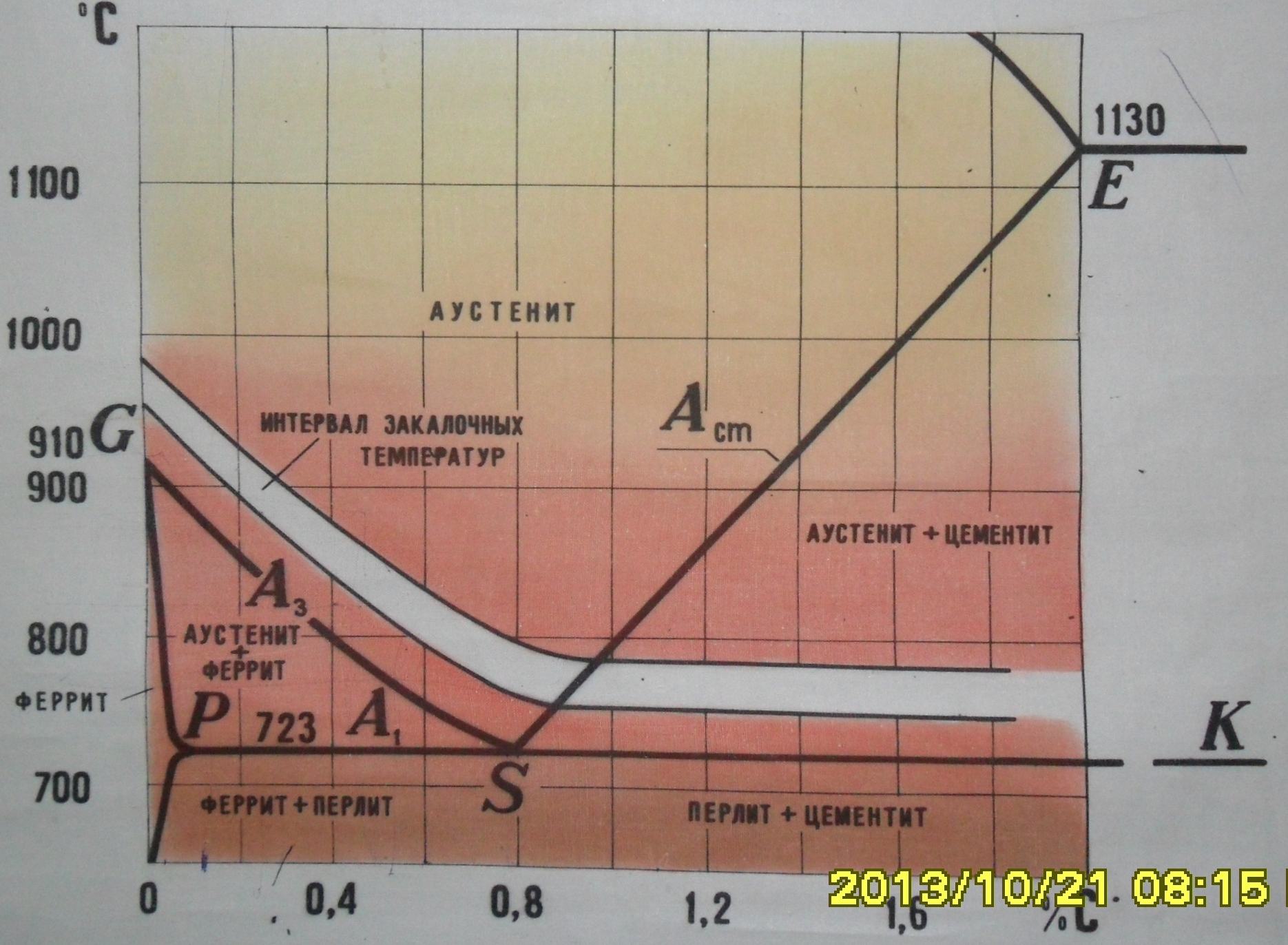
3-сурет. Шынықтыру температураларының оптималды режимдері
§4. Жұмсарту және оның түрлері
Жұмсарту – деп шынықтырудың әрекетінен пайда болған ақауларды жою үшін қолданылатын термиялық процесті айтады. Жұмсартудың мақсаты шынықтырылған болатты жұмсарту, шынықтыруда пайда болған ішкі кернеулерді және сызаттарды жою. Жұмсартуды, мартенситке шынықтырылған бөлшектерді кризистік нүктеден төмен температураға дейін қыздырып, ауада суыту арқылы жүргізеді. Жұмсартудың үш түрі бар: төмен температурада жұмсарту, орташа температурада жұмсарту, жоғары температурада жұмсарту.
Төменгі жұмсартуда бөлшектер 150-2000 С -дейін қыздырылып, ауада суытылады. Төменгі жұмсартудың нәтижесінде қаттылық біраз төмендейді, пластикалық қасиет біраз жоғарылайды. Төменгі жұмсартуды көміртекті және аз көміртекті болаттардан жасалған кесу аспаптарын мен өлшеу құралдары үшін қолданады.
Орташа жұмсартуды ұсталық штамптарды, серіппелерді, рессораларды шынықтырғаннан кейін, ішкі кернеулерді жою үшін және қаттылығын біраз төмендеті үшін қолданады. Орташа жұмсарту температурасы 300-5000 С, суыту ортасы – ауа. Орташа температуралық жұмсарту нәтижесінде мартенсит трооститке айналады.
Жоғары температурада жұмсарту 500-7000 С аралығында жүргізіледі. Жұмсартудың бұл түрі көптеген конструкциялық бөлшектер (автомобильдер осьтері, қозғалқыштар шатундары, төлке, біліктер т.б.) үшін қолданылады. Жоғары жұмсартуда мартенсит сорбитке айналады, оның нәтижесінде қаттылық төмендейді, пластикалық қасиеттер жоғарылайды, ішкі кернеулер мен сызаттар жойылады. Жоғарғы температурадағы жұмсартуды болатты жақсарту деп атайды.
Практикалық тапсырманы орындау мысалы.
Зауытта диаметрі 35 мм сатылы біліктер дайындалады, дайын бұйымдағы болаттың майысқақтық шегі 290 МПа кем болмау керек, сонымен қоса біліктін екі шеткі мойыныны үйкеліске төзімді болу керек. Сол мойындарға бұрандама салу аспабын тандау және оның материалын анықтау керек.
Тапсырма: 1. Болаттың маркасын таңдау.
2. Термиялық өндеу режимдерін тандау
Тапсырманың орындалуы:
1. 1 кестені пайдаланып болат маркасын тандау.
2. 1 кестеден болаттың механикалық қасиеттерін (қаттылық, беріктік шегі, майысқақтық және салыстырмалы ұзару) тандау.
3. 2 суретті қолданып күйдіру температурасын тандау
4. 3 суретті қолданып шынықтыру температурасын тандау
5. 1 суретті қолданып болаттын структурасын анықтау
6. Орындалған тапсырманың шешімдерін 2 кестеге еңгізу.
Көміртекті болаттың қасиеттері 1 кесте.
|
Болаттың маркасы |
Механикалық қасиеттер |
Дайындама түрі |
|||
|
Ώв, МПа |
δ,% |
Ψ,% |
Қаттылық, НВ |
||
|
10 |
270-410 |
27 |
- |
76-118 |
Білік, ось, ротор, шеге |
|
20 |
343 |
24 |
- |
- |
Құбыр, шток, тісті дөнгелек |
|
25 |
420 |
18 |
50 |
121-170 |
Иінді білік, төлке, гайка |
|
35 |
510 |
15 |
45 |
143-187 |
Кардан валы, шатун, ротор, |
|
45 |
588 |
13 |
40 |
170-229 |
Саусақ, болт |
|
50 |
617 |
13 |
40 |
174-255 |
Винт, шпилька |
|
У7, У7А |
750 |
11 |
36 |
187 |
Балта, балға, пышақ |
|
У8, У8А |
762 |
11 |
34 |
189 |
Ара, кувалда |
|
У9, У9А |
780 |
9 |
33 |
192 |
Метчик, плашка, егеу |
|
У12 |
880 |
8 |
29 |
207 |
Штамп, молот, |
|
50Г |
595 |
28 |
50 |
133 |
Серіппе, рессора, |
|
65Г |
620 |
28 |
54 |
162 |
Пресс, рессора, шынжыр |
2 кесте.
|
Бұйымның аталуы |
Материалы |
Химиялық құрамы |
Күйдіру температурасы және суыту ортасы |
Шынықтыру температурасы |
Суыту ортасы |
Жұмсарту түрі және температурасы |
структурасы |
|
Сатылы білік |
Болат 45 |
С-0,45 % |
880ºС, феррит +перлит |
850ºС |
су |
Жоғары, 620ºС |
троостит |
|
Плашка |
У11 |
С-1,1% |
930ºС, перлит+ цементит |
755ºС |
май |
Төмен, 180ºС |
мартенсит |
1 тарау бойынша тапсырма
1. Балта жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
2. Балға жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
3. Шарнир саусағын жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 4. Рессора жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 5. Метчик жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 6. Ара жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
7. Шеге жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 8. Тісті дөнгелек жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 9. Егеу саусағын жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 10. Серіппе жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 11. Қайшы жасау үшін болат маркасын таңдап, оның термиялық өнделу 12. Төлке жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
11. Рашпиль жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 12. Гайка жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 13. Винт жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 14. Шынжыр жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 15. Кілт жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 16. Пышақ жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
17. Шпилька жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
18. Кардан білігін жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 19. Молот жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
20. Пресс жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
21. Штамп жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
22. Төлке жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
23. Ағаш кесу арасын жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 24. Ұста баплғасын жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта. 25. Ірі штамп жасау үшін болат маркасын таңдап, оның термиялық өнделу ережелерін анықта.
2 тарау.
ХИМИЯ-ТЕРМИЯЛЫҚ ӨҢДЕУ
§5. Химия-термиялық өңдеу және оның түрлері
Химия-термиялық өңдеу деп болаттың бетінің химиялық құрамы мен құрылысын және қасиетін өзгертету үшін, болаттың сыртқы қабатың химиялық элементтермен термиялық қанықтыруды айтады.
Химия-термиялық өңдеудін мақсаты болаттан жасалған бөлшектердін бетінің қасиетін өзгерту, яғни қаттылығын, үйкеліске беріктіктігін, коррозияға тұрақтылығын т.б. қасиеттерін арттыру
Химия-термиялық өңдеудін келесі түрлері бар: цементтендіру (цементация), азоттандыру, циандандыру немесе нитроцементтендіру, диффузиялық металдандыру (хромдау, алитирлеу, борлау, силицирлеу, қалайылау, никельдеу, мырыштау, мыстау) және гальванопластиктеу.
§6. Цементтендіру
Төмен көміртекті болат бетін 1123-1223 К (850-950 С0) температурада көміртекті ортада (карбюризатор) көміртегімен қанықтыруды цементтеу деп атайды. Цементтеудің нәтижесінде көміртегі болаттың бетіне 0,5 – 2 мм тереңдікке дейін еніп, оның мөлшері 0,1 %-тен 1,0 % -ке дейін жетеді.
Цементтеу процесі қатты, сұйық, газ тәрізді карбюризаторларда жүргізіледі. Қатты карбюризатор ретінде құрамында 70 % ағаш көмірі, 20 – 25 % көмір қышқыл барий, 2,5 – 3,5 % көмір қышқыл кальций бар қоспа қолданылады. МЕталдан жасалған жәшікке қоспаны салып, онда цементтелетін түйірлердің бір-бірінен ара қашықтығы 15 – 25 мм болатындай етіп орналастырады. Жәшіктің беті жабылып, металл пеште 900 – 950 0 С-ке дейін қыздырылады. Қыздыру уақыты цементтелу тереңдігіне байланысты. Бір сағатта көміртегі шамамен 0,1 мм тереңдікке еніп үлгереді. Қатты карбюризаторда болаттың процесі күрделі химиялық реакциялардың жәрдемімен жүргізіледі. 1123-1223 0 К (850-9500 С) температурада көміртегі абсорбцияланғаг ауаның құрамындағы оттегімен қосылып, көміртегінің шала тотығы түзіледі. Темірдің қатысуымен көміртегінің шала тотығының бір бөлігі көміртегінің атомына айналады:
2![]() СО
СО2
+ С
атом
СО
СО2
+ С
атом
Бұл реакция бойынша түзілген көміртегінің атомы темірмен әрекеттесіп цементит түзеді:
3Ғе + С атом = Ғе3С
Қатты карбюризатордың құрамындағы көмірқышқылды барий тұзы (ВаСО3) жоғары температурады барий тотығы мен көмір қышқылына ыдырап, темірдің цементтелу процесінің жылдамдығын арттырады. Цементтелген түйір шынықтырылып, жұмсартылады.
§ 7. Азоттандыру
Азоттау процесі 773 – 873 0К (500 – 6000 С) температурада аммиак (MN3) атмосферасында жүргізіледі. Бұл температурада аммиак мына
2 NH3 =2N + 3H2
Реакциясы бойынша ыдырайды.Нәтижесінде бөлінген азот атомы болаттың бетіне енеді. Азотталған болат 4730 К (2000С)-қа дейін аммиак ағынында, сонан соң ауада қалыпты температураға дейін суытылады. Азотталған металл бетінің қалыңдығы 0,2 – 0,4 мм шамасында болады. ОРташа көміртекті, легірленген болаттардан жасалатын заттар азотталады. Азоттау процесі шынықтыру, жұмсарту, мезаникалық өңдеу, кейде шлифтеу процесінен соң жүргізіледі.
§8. Нитроцементтеңдіру
Циандау деп металдың бетін азот және көміртегімен қанықтыру процесін айтады. Бұл процесте циандалған металл қабатының қалыңдығы 0,1 -0,2мм-ге жетіп, қаттылығы, үйкеліске беріктігі, серпімділік шегі артады. Металды циандау процесі қатты (60 – 80 % ағаш көмірі, 20 - 40% сарықап тұзы), сұйық (Na2CO3, NaCl, NaCN, Ca(CN)2 тұздары), газ тәрізді (70 – 80 % табиға газ, 20-30% аммиак қоспасы) ортада жүргізіледі. Циандау процесі 1123 – 1173 0 К (850 – 9000С) тепературада жүргізіледі.
§9. Диффузиялық металдаңдыру
Диффузиялық металдау процесінде болаттың беті алюминий, хром, кремний, бор, берилий т.б. элементтерімен қанықтырылады. Мұндай өңдеуден өткен болаттың отқа, қышқылға төзімділігі, коррозияға, үйкеліске беріктігі артады.
Болаттың беті алюминиймен қанықтырылса, процесс алитирлеу, хроммен қанықтырылса – хромдау, ал кремниймен қанықтырылса – силицирлеу деп аталады.
Бұл процестер, құрамнда аталған элементтері бар қатты, сұйық, газ тәрізді орталарда 1173 – 13230 К (900 – 11500С) температурада жүргізіледі. Металмен қаныққан болат бетінің тереңдігі 0,2 – 0,35 мм-ге дейін жетеді. Металды хром, кремниймен қанықтыру үшін сол металдың ұнтағы мен сұйық. Газ тәрізді тұзлар қолданылады.
1-2 тарау бойынша тестік тапсырмалар
1. Болаттан жасалған бұйымды белгілі бір температураға дейін қыздырып, сол температурада ұстап суытуды қалай атайды
А) термиялық өңдеу
Б) күйдіру
В) шынықтыру
Г) жұмсарту
Д) химиия-термиялық өңдеу
2. Болатты GSK cызығынан 30-500 С жоғары қыздырып, сол температурада біраз уақыт ұстағаннан кейін үлкен жылдамдықпен суытуды қалай атайды.
А) термиялық өңдеу
Б) күйдіру
В) шынықтыру
Г) жұмсарту
Д) химиия-термиялық өңдеу
3. Болаттарды белгілі бір температураға дейін қыздырып, сол температурада біраз уақыт ұстап, баяу суытуды қалай атайды.
А) термиялық өңдеу
Б) күйдіру
В) шынықтыру
Г) жұмсарту
Д) химиия-термиялық өңдеу
4. Шынықтырудың әрекетінен пайда болған ақауларды жою үшін қолданылатын термиялық процесті қалай атайды.
А) термиялық өңдеу
Б) күйдіру
В) шынықтыру
Г) жұмсарту
Д) химиия-термиялық өңдеу
5. Болаттың бетінің химиялық құрамы мен құрылысын және қасиетін өзгертету үшін, болаттың сыртқы қабатың химиялық элементтермен термиялық қанықтыруды не дейді
А) термиялық өңдеу
Б) күйдіру
В) шынықтыру
Г) жұмсарту
Д) химиия-термиялық өңдеу
6. Шынықтырудын мақсаты:
А) майысқақты арттыру
Б) қаттылықты жоғарылату
В) ақауларды жою
Г) қасиеттерді өзгерту
Д) сыртқы қабатын қатайту
7. Күйдіру мақсаты
А) майысқақты арттыру
Б) қаттылықты жоғарылату
В) ақауларды жою
Г) қасиеттерді өзгерту
Д) сыртқы қабатын қатайту
8. Термиялық өңдеудін мақсаты
А) майысқақты арттыру
Б) қаттылықты жоғарылату
В) ақауларды жою
Г) қасиеттерді өзгерту
Д) сыртқы қабатын қатайту
9. Жұмсартудын мақсаты
А) майысқақты арттыру
Б) қаттылықты жоғарылату
В) ақауларды жою
Г) қасиеттерді өзгерту
Д) сыртқы қабатын қатайту
10. Химия-термиялық өңдеудің мақсаты
А) майысқақты арттыру
Б) қаттылықты жоғарылату
В) ақауларды жою
Г) қасиеттерді өзгерту
Д) сыртқы қабатын қатайту
11. Болаттын сыртқы қабатын көміртегімен қанықтыру қалай аталады
А) цементтендіру
Б) азоттандыру
В) нитроцементендіру
Г) хромдау
Д) алитирлеу
12. Болаттын сыртқы қабатын азотпен қанықтыру қалай аталады
А) цементтендіру
Б) азоттандыру
В) нитроцементендіру
Г) хромдау
Д) алитирлеу
13. Болаттын сыртқы қабатын көміртегі мен азотпен қанықтыру қалай аталады
А) цементтендіру
Б) азоттандыру
В) нитроцементендіру
Г) хромдау
Д) алитирлеу
14. Болаттын сыртқы қабатын алюминиймен қанықтыру қалай аталады
А) цементтендіру
Б) азоттандыру
В) нитроцементендіру
Г) хромдау
Д) алитирлеу
15. Болаттын сыртқы қабатын мырышпен қанықтыру қалай аталады
А) цементтендіру
Б) азоттандыру
В) нитроцементендіру
Г) оцинковка
Д) алитирлеу
16. Термиялық өңдеудін түрлері
А) төмен, орташа, жоғары
Б) толық, толық емес
В) күйдіру, шынықтыру, жұмсарту
Г) бір ортада, үзілісті, изотермиялық
Д) цементтендіру, азоттандыру, нитроцементтендіру
17. Шынықтырудың негізгі түрлері
А) төмен, орташа, жоғары
Б) толық, толық емес
В) күйдіру, шынықтыру, жұмсарту
Г) бір ортада, үзілісті, изотермиялық
Д) цементтендіру, азоттандыру, нитроцементтендіру
18. Жұмсартудын түрлері
А) төмен, орташа, жоғары
Б) толық, толық емес
В) күйдіру, шынықтыру, жұмсарту
Г) бір ортада, үзілісті, изотермиялық
Д) цементтендіру, азоттандыру, нитроцементтендіру
19. Химия-термиялық өңдеудін түрлері
А) төмен, орташа, жоғары
Б) толық, толық емес
В) күйдіру, шынықтыру, жұмсарту
Г) бір ортада, үзілісті, изотермиялық
Д) цементтендіру, азоттандыру, нитроцементтендіру
20. Күйдіру түрлері
А) төмен, орташа, жоғары
Б) толық, толық емес
В) күйдіру, шынықтыру, жұмсарту
Г) бір ортада, үзілісті, изотермиялық
Д) цементтендіру, азоттандыру, нитроцементтендіру
Дұрыс жауапты белгілеп, берілген 1 кестеге еңгіз (карандашпен
|
Сұрақ № |
А |
Б |
В |
Г |
Д |
|
Сұрақ №1 |
|
|
|
|
|
|
Сұрақ №2 |
|
|
|
|
|
|
Сұрақ №3 |
|
|
|
|
|
|
Сұрақ №4 |
|
|
|
|
|
|
Сұрақ №5 |
|
|
|
|
|
|
Сұрақ №6 |
|
|
|
|
|
|
Сұрақ №7 |
|
|
|
|
|
|
Сұрақ №8 |
|
|
|
|
|
|
Сұрақ №9 |
|
|
|
|
|
|
Сұрақ №10 |
|
|
|
|
|
|
Сұрақ №11 |
|
|
|
|
|
|
Сұрақ №12 |
|
|
|
|
|
|
Сұрақ №13 |
|
|
|
|
|
|
Сұрақ №14 |
|
|
|
|
|
|
Сұрақ №15 |
|
|
|
|
|
|
Сұрақ №16 |
|
|
|
|
|
|
Сұрақ №17 |
|
|
|
|
|
|
Сұрақ №18 |
|
|
|
|
|
|
Сұрақ №19 |
|
|
|
|
|
|
Сұрақ №20 |
|
|
|
|
|
15

 Жүктеу
Жүктеу


 Жүктеу
Жүктеушағым қалдыра аласыз


 Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген
Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген