ЖИ көмекші
ЖИ көмекші




жүктеу мүмкіндігіне ие боласыз
Бұл материал сайт қолданушысы жариялаған. Материалдың ішінде жазылған барлық ақпаратқа жауапкершілікті жариялаған қолданушы жауап береді. Ұстаз тілегі тек ақпаратты таратуға қолдау көрсетеді. Егер материал сіздің авторлық құқығыңызды бұзған болса немесе басқа да себептермен сайттан өшіру керек деп ойласаңыз осында жазыңыз
 17 Қаңтар 2022
17 Қаңтар 2022 647
647
«Легірленген болаттарды дәнекерлеу технологиясы»
Қазақстан Республикасының Білім және ғылым министрлігі
«Түркістан облысының адами әлеуетті дамыту басқармасы»ММ
«Түлкібас агробизнес және саяхат колледжі» МКҚК
КЕЛІСІЛДІ БЕКІТЕМІН
Колледж әдіскері директордың оқу ісі
жөніндегі орынбасары ______ А.Керимкулова ______Л. Байсеитова
"Кәсіптік оқыту" пәндік циклдік комиссия
1114000 –«Дәнекерлеу ісі» мамандығына
АШЫҚ САБАҚ
Тақырыбы: «Легірленген болаттарды дәнекерлеу технологиясы»
Арнайы технология
пәнінің педогог_______________ Т.Л. Бейсебаев
Өндірістік оқыту шебері ________Е.Б Турлыбеков
Т. Рысқұлов 2021ж
«Кәсіптік оқыту» пәндік циклдік комиссиясының мәжілісінде «__» ______ 2021 жылы қаралып, ӘК бекітілуге ұсынылды (хаттама №____)
«Кәсіптік оқыту» ПЦК төрағасы _______ Б. Жадыра
Күні: «__20_» «__12______» 2021ж.
Пәні: Кіріктерілген
Тақырыбы: «Легірленген болатты дәнекерлеу технологиясы»
Сабақтың типі: Аралас сабақ, Сабақтың түрі: Презентация аралас сабақ.
Сабақтың мақсаты:
Білімділік: Студенттердің топтық жұмыс түрінде «Легірленген болаттарды дәнекерлеу технологиясы» білу тақырыбына, металды пісіру және қорғау, оны қорыту икемділігі мен дағдыларын қалыптастыру, сыни тұрғыдан ойлауын дамыту, мамандыққа байланысты мәтіндерді ауыспалы жұптық жұмыстар жүргізу арқылы меңгерту, кәсіби-іскерлікті жұмыстарды қолдану және көп ізден сонымен қатар ашық сабақта алынатын білімдер, құрал-жабдықтарды меңгеруі және легірленген блолаттарды жабдықтарды пайдалану ережесі дәнекерлеу технологиясы туралы білуі.
Тәрбиелік: Таңдаған мамандығына және оқып отырған пәнге қызығушылығын арттыру, жұмысты ұйымдастыруға баулу, сөз мәнері мен мәдениетіне, ұлтжандылыққа тәрбиелеу. Студентердың ,өз мамандығын біліп үйрену және еңбек тәртібін жақсартуы.
Дамытушылық: Өз ойларын қорыта айтып, студенттің танымдық ізденімпаздығын дамыту, сауатты жауап беру дағдылығын арттыру, білімін өз бетінше дамытуға үйрету.
Күтілетін нәтиже:
-
Топпен жұмыс жасай отырып, бірлесіп білім алады.
-
Студенттер өзін және достарын бағалауға дағдыланады.
-
Металдардың пісіру процесін білу және оны қалай пайдалануды меңгеруі
-
Легірленген болаттардын және жабдықтарды пайдалану ережесін білу.
-
Студенттердің бір бірімен тыңдау білуі дағдылары қалыптасуы.
Сабақтың технологиясы мен әдіс-тәсілдері: интербелсенді әдіс, саралап деңгейлеп оқыту технологиясы, дамыта оқыту технологиясы, топтық жұмыс, блиц-турнир, сұрақтар мен жауап, деңгейлік тапсырмалар, сәйкестеңдіру кестесі. Бақылау әдісі, іздену жұмысы. Кері байланыс әдісі, легірленген болытты дәнекерлеу технологиясы презинтация материалдарын еңгізу.
Пәнаралық байланыс: Материалтану, дәнекерлеу конструкция өндірісі, арнайы технология, Өндірістік оқыту, сызу. Worldskills стандарттарының ерекшілігі (WSSS)
Сабақты жабдықтау: Презентация слайд
1.Үлестірмелі материалдар : Болаттын технологиясын пайдалану ережесі плакаттар, буклеттер, рефераттар. Сәйкестендіру тесті, үлестірмелі қағаздары, оқулықтар, бағалау парақтары. Таратпа материалдар, логикалық сұрақтар, оқулықтар. Тақырыпқа сай жазылған слайдтар.
2.Оқытудың техникалық жабдықтары: Компьютер, , слайдтар.
3.Оқыту орны: №2 шеберхана.
Легірленген болатты дәнекерлеу технологиясы
Дәнекерлеу қай секторда кеңінен қолданылады?
Бұл өндіріс технологиясы өте кең таралған және ол ең қолайлы бір ғана секторды көрсету өте қиын.
Бірақ егер бізге әлі де нақтылау қажет болса, біз келесідей секторларды көрсете аламыз:
1. машина жасау
2. автоматтандырылған өнеркәсіп
3. құрылыс
4. авиация өнеркәсібі
5. кеме жасау
Дәнекерлеу технологиясын пайдалана алмаса, бұл салалар үлкен дағдарысқа ұшырар еді. Басқаша айтқанда, бұл технология әртүрлі металл элементтері арасындағы өте күшті байланысқа қол жеткізу қажет болған жерде қолданылады. Машина жасауда, кеме жасауда, астронавтикада және ұшақ құрылысында дәнекерлеу машина корпустарын жасау үшін қолданылады. Автокөлік өнеркәсібінде бұл технология одан да қолайлы, өйткені бір машинаны шығару үшін мыңдаған дәнекерленген жіктерді толығымен жинау қажет.
Құрылыста дәнекерленген қосылыстар қолданылатын құрылыс пен инфрақұрылымды ұмытпайық:
1. ғимарат
2. көпірлер
3. жер асты метро станциясы
4. темір жолдар және басқалар
Дәнекерлеу қай секторда кеңінен қолданылады?
Бұл өндіріс технологиясы өте кең таралған және ол ең қолайлы бір ғана секторды көрсету өте қиын.
Бірақ егер бізге әлі де нақтылау қажет болса, біз келесідей секторларды көрсете аламыз:
1. машина жасау
2. автоматтандырылған өнеркәсіп
3. құрылыс
4. авиация өнеркәсібі
5. кеме жасау
Дәнекерлеу технологиясын пайдалана алмаса, бұл салалар үлкен дағдарысқа ұшырар еді. Басқаша айтқанда, бұл технология әртүрлі металл элементтері арасындағы өте күшті байланысқа қол жеткізу қажет болған жерде қолданылады. Машина жасауда, кеме жасауда, астронавтикада және ұшақ құрылысында дәнекерлеу машина корпустарын жасау үшін қолданылады. Автокөлік өнеркәсібінде бұл технология одан да қолайлы, өйткені бір машинаны шығару үшін мыңдаған дәнекерленген жіктерді толығымен жинау қажет.
Құрылыста дәнекерленген қосылыстар қолданылатын құрылыс пен инфрақұрылымды ұмытпайық:
1. ғимарат
2. көпірлер
3. жер асты метро станциясы
4. темір жолдар және басқалар
Ілгектерді (прихваток) орындау схемасы
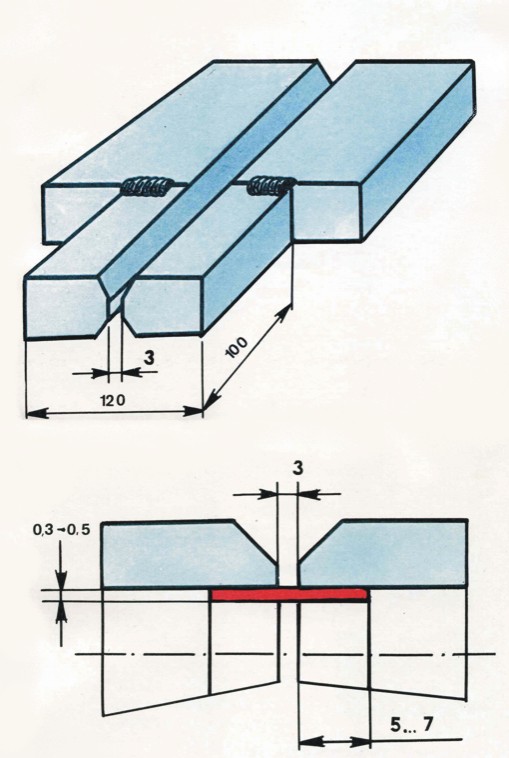
1. Орындау прихваток
2. Технологиялық шығару пластиналарын дәнекерлеу
3. 14х2 ГМР маркалы қоспаланған болаттан жасалған жапсарлы қосылыстардың қосалқы тігісін толтыру
Бұрыштық жіктерді дәнекерлеу схемалары
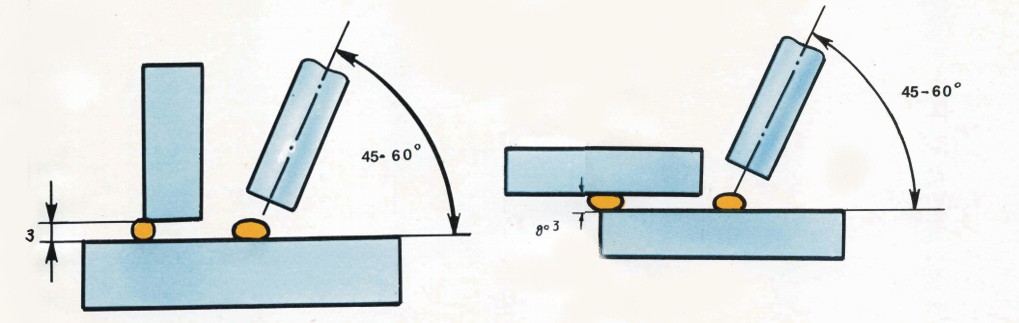
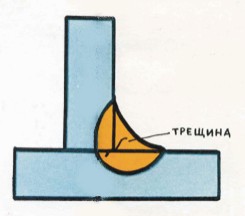
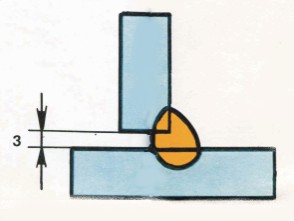
Дәнекерлеу ваннасының аз көлемі Дәнекерлеу ваннасының үлкен көлемімен және алшақтықтың болмауымен және саңылаудың болуы
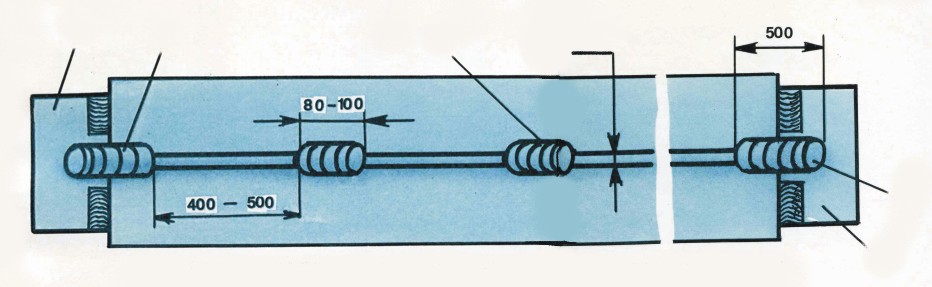
Тігістерді орындау схемасы
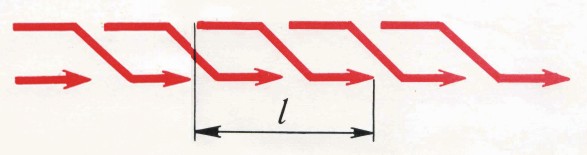
l-Бір электродпен орындалатын тігістің ұзындығы
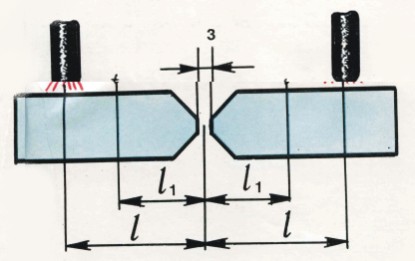
Тігіс осінен қашықтықта беріктігі жоғары болаттан жасалған түйіспелі қосылыстарды алдын ала қыздыру
Білікшесін қолдана отырып, тігістерді толтыру тәртібінің схемасы
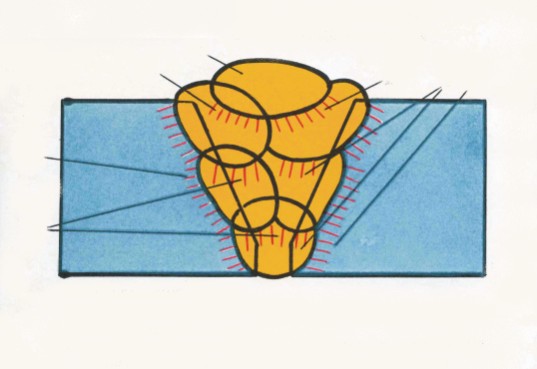
1. Жасыту (Отжигающий) білікшесі;
2. Күйдіру білікшесін толтыру нәтижесінде алынған босату аймақтары;
3. Екінші және үшінші қабаттардың күйдіру білікшесін толтыру нәтижесінде алынған босату аймақтары;
4. Негізгі металдағы босату аймақтары.
Металды термиялық кесу. Бетін және бөлетін термиялық кесуді металды жергілікті балқытумен орындайды. Осы мақсат үшін металдың қажетті учаскелерін балқытуға дейін тез қыздыратын жылу көздерін пайдаланады.Көздің үлкен жылу қуаты болуы тиіс, сондай-ақ металды кесу кезінде қыздыру және балқытуға берілген (әдетте өте кіші) ендік учаскесінде болуы үшін жылу энергиясының жоғары концентрациясын қамтамасыз етуі қажет. Кесудің тиімділігін арттыру үшін көзден таралған жылу кесілетін металдың қалыңдығы бойынша бірқалыпты (сызықтық) таралуы қажет. Кесу үшін жылу энергиясы көздері ретінде металды оттегінде (оттегі (автогенді, газ) немесе оттегі-флюсті кесу) немесе электр доғалы разрядында (электр кесу) жануының химиялық реакциясының энергиясын пайдаланады.
Көміртекті болаттарды газбен пісіру
Құрамындағы көміртегінің мөлшеріне қарай болаттар төменгі көміртекті (0,25% -ға дейін С), орташа көміртекті (0,25-0,6% С) және жоғары көміртекті (0,6-1,7% С) болып бөлінеді. Төменгі көміртекті болаттарды флюсты қолданбай, ацетилен мен оттегі жалыны арқылы пісіреді. Оның үстіне, болат құрамындағы көміртегі азайған сайын ол неғүрлым жақсы пісіріледі. Көміртегі көбейген сайын алынатын пісіру жігінің кеуектігі көбейіп, морт сыңғыштығы артады. Мұндай кезде жіктің кұрылысын жақсарту үшін, оны күлгін-қызыл түске дейін қыздырып соғады да, артынан баяу салқындатады. Бұл жіктің иілуіне, созылуына және соққыға жақсы төтеп беруіне жағдай жасайды. Жіктегі металдың кеуектігін азайту үшін арнаулы металды балқытып қосады да, ондағы көміртегі құрамын азайтады.
Газбен пісіру көбінесе қалыңдығы аз (5 мм) қаңылтырларды пісіруге қолданылады. Қалың металдарды электр доғалы пісіргішпен жүргізген тиімді болады.
Ацетиленді айырбастайтын газдармен төменгі көміртекті болаттарды пісіруге болады. Бірак ондағы жіктің сапасы нашар болатындықтан, онша жауапты емес пісірулерге пайдаланған жөн.
Орташа көміртекті болаттар қыздырғаннан кейін тез салңындаса, шындалып қалады. Тәжірибе бойынша құрамында 40% көміртегі бар болаттарды электр доғалы пісіргішпен пісіреді. Бірак та кей кезде газбен пісіруге де тура келеді. Мүндай сапасы жақсы пісіру жігін алу үшін пісіруді оң жақ тәсілмен, жоғары жылдамдықпен жүргізіп, пісіру алдында және соңынан жылумен өңдеу керек . Мұндай болаттарды пісіргенде қосып пісіретін сымдарды тотьщсыздандыратын қоспасы (марганец жөне кремний) бар сымдарды пайдаланады. Сол кезде көміртегі күйіп кетпейді де, кеуекті жік пайда болуынан сақтайды.
Жоғары көміртекті болат та пісіруге нашар көнеді. Себебі оның қүрамындағы көміртегі күйіп кетеді де, өңсіз жік шығады. Бұған да электр доғалы пісіргіш икемді келеді. Осы болаттарды пісірудің негізгі көрсеткіштер.
Пісіру режимі. Пісіру режимінің көрсеткіштеріне жалын қуаты, балқытып қосылатын сымның диаметрі, оның шығыны, жалын құрамы жатады. Пісіру режимінің көрсеткіш терін таңдап алу пісірілетін металдың жылулық, физикалық қасиеттеріне, көлем мөлшерлеріне және бұйым пішіндеріне байланысты жүргізіледі.
Пісіру режиміне пісіру тәсілі мен кеңістіктегі пісіру жігінің орналасуы үлкен әсерін тигізді. Ж алын қуаты (немесе жанатын газдың шығыны) М, л/сағ. пісірілетін металл ңалыңдығы 8, мм тура пропорционал, яғни М = Кп8 (4.1) мүндағы Кт - шамаластың каэффициенті қалыңдығы 1 мм болатын осындай металды пісірген кездегі ацетилен газының меншікті шығынын көрсетеді. Жалын құрамы оттегінің шығынының жанғыш газ шығынымен салыстыргандағы, ара қатынасымен аның- талады. Ол жалынның сыртқы пішініне қарап қойылады. Жұмыс кезінде пісіруші жалын сапасын қадағалап және оның құрамын реттеп отырады.
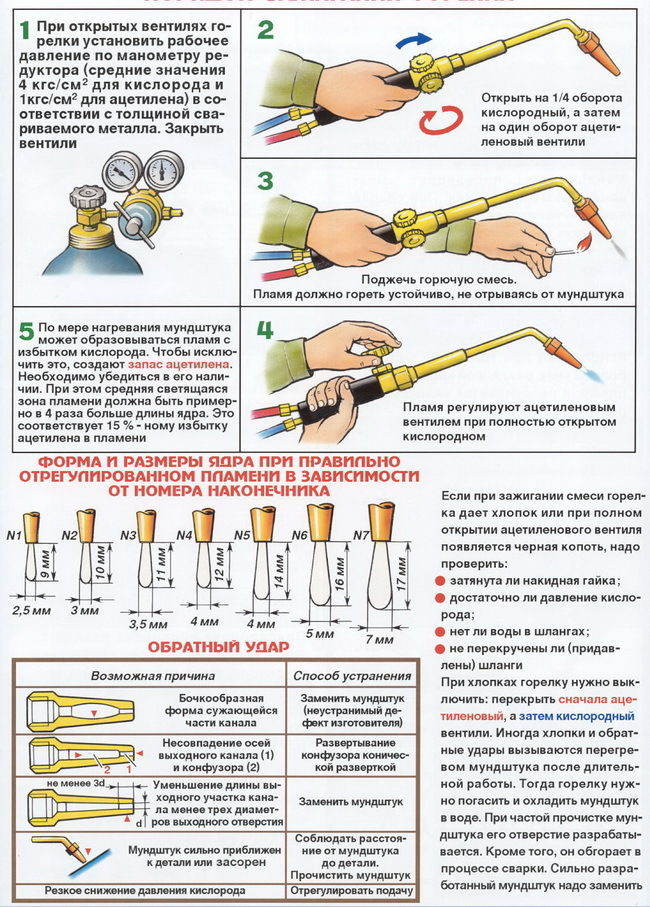
«Газ кесу жабдықтарды пайдалану ережесі»
Төмен қысымды генераторды ацетиленнің 0,01 МПа (0,1 кгс/см ) дейінгі қысымына арнап дайындайды. Орташа қысымды генераторларды ацетиленнің 0,01 бастап 0,07 МПа дейінгі (0,1-0,7 кгс/см ) қысымына арнап дайындайды.
Генераторларды ацетиленнің 0,07 бастап 0,15 МПа дейінгі (0,7-1,5 кгс/см ) қысымына да арнап шығарады, олар орташа қысымды генераторларға жатады, алайда жоғары өнімділікке ие болады.
Генераторларды 0,5; 0,75; 1,25; 2,5; 3,5; 10; 20; 40; 30; 160 және 320 м /с арналған есептік өнімділік бойынша шығарады. Конструкциясы бойынша генераторларды жылжымалы және стационарлық етіп дайындайды.
Жылжымалы генераторлардың өнімділігі 3 м /с дейін. Кальций карбидінің сумен әрекеттесуін реттеу жүйесінде генераторларды әрекеттесетін заттарды сандық реттеумен және мерзімді реттеу деп аталатын кальцийдің сумен түйісуінің ұзақтығын реттеумен дайындайды. Сандық реттелетін генераторларда кальций карбидін немесе суды мөлшерлеуді қолданады. Егер кальций карбиді мөлшерленсе, реакция аймағындағы су тұрақты мөлшерде болады, онда жүйе «суға карбид» деп аталады. Суды мөлшерлеген кезде және кальций карбидінің бүкіл мөлшерін бірмезгілде жүктегенде жүйе «карбидке су» деп аталады. Екі затты да мөлшерлейтін құрамдастырылған жүйе де қолданылады. Мерзімді реттеу жүйесі бар генераторларда кальций карбидінің сумен түйісуі мерзімді, белгіленген үзілістермен жүреді. Қозғалмалы зат әдетте су болып табылады, мұндай генераторлар
«ығыстырып шығару» жүйесі бойынша жұмыс жасайтынға жатады.
Газ түзілуін мейілінше бірқалыпты реттеу және атмосфераға газдың шығарындысын азайту мақсатында бір генераторда көрсетілген екі жүйені қиыстыруды пайдаланады.
Генераторларды кальций карбидінің сумен әрекеттесу тәсілі бойынша келесідей түрде қысқаша белгілейді:
KB — «суға карбид»;
ВК — «су карбидке»;
ВК және ВВ — қиыстырылған «су карбидке» және «суды ығыстырып шығару».
МЕМСТ 519 — 78 сәйкес өнеркәсіп АСП-10 түріндегі жылжымалы ацетилен генераторлар шығарады — бұл орташа қысымды ацетилен генератор, жылжымалы, өнімділігі 1,25 м /с және
АСК-3, АСК-4, АСК-5, ГНД-20, ГНД-40 түріндегі стационарлық генераторлар.
Ацетилен генератордың әрбір түрінің өз артықшылықтары мен кемшіліктері бар, сондықтан генераторлардың барлық түрлері бірдей қолданылмайды. Алайда дұрыс жұмыс жағдайындағы кез келген генераторды қолдануға болады.
Генератордың ең қолайлы түрі «су карбидке» және «ығыстырып шығару» аралас жүйесіндегі генератор болып табылады. Генератор белгілі бір мөлшердегі кесектермен кальций карбидінде жұмыс жасауға есептеледі.
Кальций карбидінің генераторда ыдырауы газ шығынына байланысты автоматты реттелуі тиіс. Генератор кальций карбидін пайдалы қолданудың жоғары коэффициентіне ие болуы тиіс (осы сұрыптағы карбидке арналған паспортпен сәйкестікті қараңыз). Заманауи генераторлардың кальций карбидін 0,98 дейін пайдалы қолдану коэффициенті олады. Генератордағы артық қысым 0,15 МПа (1,5 кгс/см ) аспауы тиіс.
3.5 кесте. Газды пісіру және кесу үшін сақтау ж

 Жүктеу
Жүктеу


 Жүктеу
Жүктеушағым қалдыра аласыз


 Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген
Бұл курс Қазақстан Республикасы Оқу-ағарту министрлігімен келісілген